في التصنيع الآلي الدقيق باستخدام الحاسب الآلي بنظام التحكم الرقمي, التصنيع الآلي للأسيتال باعتبارها واحدة من أكثر أنواع البلاستيك الهندسية موثوقية وثباتًا من حيث الأبعاد، ولكنها تتطلب استراتيجيات خبيرة للتحكم في البُرادة وإدارة الحرارة وطلاء الأدوات لتجنب ذوبان البُرادة أو البُرادة المتسلسلة. تنشأ تحديات مماثلة في التصنيع الآلي ل ABS (صمغية وحساسة للحرارة) و تصنيع فولاذ الأدوات (عالية الحرارة والكاشطة)، بينما يضيف البولي إيثيلين عالي الكثافة (HDPE) مشاكل شديدة في التفاف البُرادة.
في شركة دونغقوان هواده للتصنيع الدقيق المحدودة.لقد صقلنا هذه التقنيات عبر آلاف القِطع - بدءًا من المكونات الطبية المصنوعة من الأسيتال إلى قوالب الأدوات الفولاذية - لضمان تشطيبات فائقة وتفاوتات تحمل ضيقة وعمر افتراضي طويل للأدوات.
تقارن هذه المقالة بين قابلية التشغيل الآلي عبر الأسيتال وبوليمرات الأسيتال ABS والبولي إيثيلين عالي الكثافة HDPE وفولاذ الأدوات، مع التركيز على العوامل الثلاثة الحاسمة: التحكم في البُرادة وإدارة الحرارة وطلاء الأدوات، مع دراسات حالة واقعية من ورشتنا.
جدول المقارنة السريعة لقابلية التشغيل الآلي
| مادة | الصلابة | الموصلية الحرارية (وات/م كلفن) | نوع الرقاقة النموذجي | الحساسية للحرارة | مشكلات التصنيع الشائعة |
|---|---|---|---|---|---|
| الأسيتال (POM) | M85-M94 | ~0.3 | طويل، خيطي، متصل | عالي | الذوبان والتشوه والرقائق الخيطية |
| نظام ABS | R105-R115 | ~0.2 | صمغي، خيطي | متوسط-عالي | الذوبان والنقر والتراكم الحراري |
| البولي إيثيلين عالي الكثافة | شور D60-70 | ~0.4 | طويل جداً، خيطي، لزج | قليل | التفاف البُرادة وانسداد الأداة |
| فولاذ الأدوات | 20-65 درجة حرارة جسم الإنسان (متفاوتة) | ~25-40 | قصيرة، هشة، صلبة | عالية جدًا | الحرارة الزائدة، الحافة المتراكمة (BUE) |
ينتج البلاستيك رقائق بلاستيكية متواصلة تخاطر بالالتفاف أو الانصهار، بينما يولد فولاذ الأدوات رقائق ساخنة وكاشطة تتطلب رفضًا قويًا للحرارة.
التصنيع الآلي للأسيتال: إتقان البُرادة الخيطية وتراكم الحرارة
تصنيع الأسيتال بالقطع (بولي أوكسي ميثيلين/بولي أوكسيد الميثيلين/بوم/ديلرين) يتميز بانخفاض احتكاكه وقوته وثباته في التروس والمحامل والتركيبات. ومع ذلك، فإن توصيلها الحراري المنخفض يسبب حرارة موضعية سريعة، مما يعرضها لخطر الذوبان أو الاعوجاج أو سوء التشطيبات.
استراتيجيات التحكم في الرقاقة يولد الأسيتال برادة طويلة ومتصلة تلتف على الأدوات أو تخدش الأسطح. استخدم أدوات الكربيد الحادة عالية الفرامل (على شكل O أو أحادية الفلوت) مع قواطع البُرادة. تنتج السرعات العالية لعمود الدوران (300-500 م/دقيقة أو 10,000-18,000 دورة في الدقيقة) والتغذية المعتدلة برادة أكثر سمكًا وقابلة للتكسير. تمنع انفجارات الهواء المضغوط أو التفريغ بالتفريغ إعادة القطع.
إدارة الحرارة إعطاء الأولوية للتبريد بالهواء أو التبريد بالرذاذ (تجنب الفيضان لمنع الامتصاص). التجفيف المسبق للمخزون في البيئات الرطبة لتقليل الانجراف الناجم عن الرطوبة.
طلاءات الأدوات الموصى بها يوفر الماس متعدد الكريستالات (PCD) احتكاكًا منخفضًا للغاية ومقاومة للحرارة. يعمل الكربيد الحاد غير المطلي بشكل جيد؛ تقلل طلاءات DLC من الالتصاق في عمليات التشغيل بكميات كبيرة.
دراسة حالة واقعية: تروس الأسيتال الدقيقة للمعدات الطبية في الصيف الماضي، اتصلت بنا شركة MediTech GmbH، وهي شركة ألمانية مصنعة للأجهزة الطبية، عن طريق مهندس المشروع السيد هانز مولر للحصول على 10000 ترس دقيق من الأسيتال المستخدم في محركات أجهزة التنفس الصناعي. وقد واجه موردهم السابق مشكلة التفاف البُرادة الطويلة على الأدوات، مما تسبب في حدوث خدوش وانحرافات بمقدار 0.05 مم مع معدل خردة 18%.

استخدمنا ماكينات التفريز الطرفية أحادية الفلوت المغلفة بال PCD عند 15000 دورة في الدقيقة، وتغذية 0.08 مم/سن، بالإضافة إلى هواء عالي الضغط واستخراج بالتفريغ. انخفضت الخردة إلى أقل من 2%، ووصل Ra إلى 0.4 ميكرومتر، وثبتت التفاوتات عند ± 0.01 مم، وقصر التسليم بمقدار 25%. يعتمد السيد مولر الآن علينا في تكرار الطلبات.
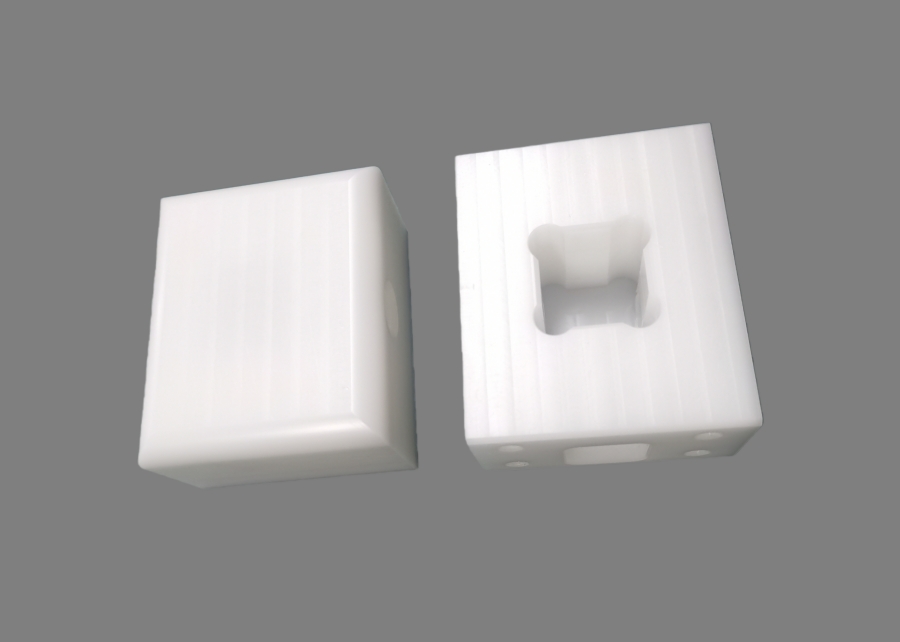
تصنيع ABS: الموازنة بين الحساسية الحرارية وجودة السطح
تصنيع ABS بالقطع (أكريلونيتريل بوتادين ستايرين) يناسب العبوات الفعالة من حيث التكلفة والمقاومة للصدمات والنماذج الأولية والسلع الاستهلاكية. يتم تصنيعها بشكل نظيف ولكنها تشترك في الحساسية للحرارة، مما يؤدي إلى التثبيط أو النتوء.
استراتيجيات التحكم في الرقاقة يشكل ABS برادة صمغية لاصقة. تساعد ماكينات التفريز الطرفية عالية الحلزون أحادية أو مزدوجة الفلوت من الكربيد على التفريغ. تغذيات عالية (0.05-0.15 مم/سن) عند 6000 إلى 18000 دورة في الدقيقة لإزالة البُرادة بسرعة وتقليل الاحتكاك.
إدارة الحرارة استخدم انفجارات الهواء أو سائل التبريد بالرذاذ؛ حيث تنقل التغذية العالية الحرارة إلى البُرادة. تمريرات ضحلة (0.5-2 مم) تمنع السكون والذوبان.
طلاءات الأدوات الموصى بها يعمل الكربيد الحاد غير المطلي أو TiAlN/DLC على تقليل الاحتكاك. يتحكم TiAlN في الحرارة في عمليات التشغيل الأسرع.
دراسة حالة واقعية: حاويات ABS للنماذج الأولية للسيارات احتاجت شركة AutoForge Inc.، وهي شركة أمريكية لتوريد السيارات، إلى 2000 حاوية نموذجية من مادة ABS من مديرة المشتريات السيدة إميلي تشين. تسببت الحرارة في ذوبان الجدران الرقيقة وخرقها مما أدى إلى تأخير الاختبار. أزالت الأدوات المطلية بمادة TiAlN عند 12000 دورة في الدقيقة مع تغذية 0.10 مم/سن والتبريد بالضباب النتوءات مما أدى إلى توفير تشطيبات لامعة لامعة بمقدار 0.8 ميكرومتر. اجتازت الأجزاء التجميع من الجولة الأولى، مما أدى إلى تسريع عملية التحقق من الصحة لمدة أسبوعين.
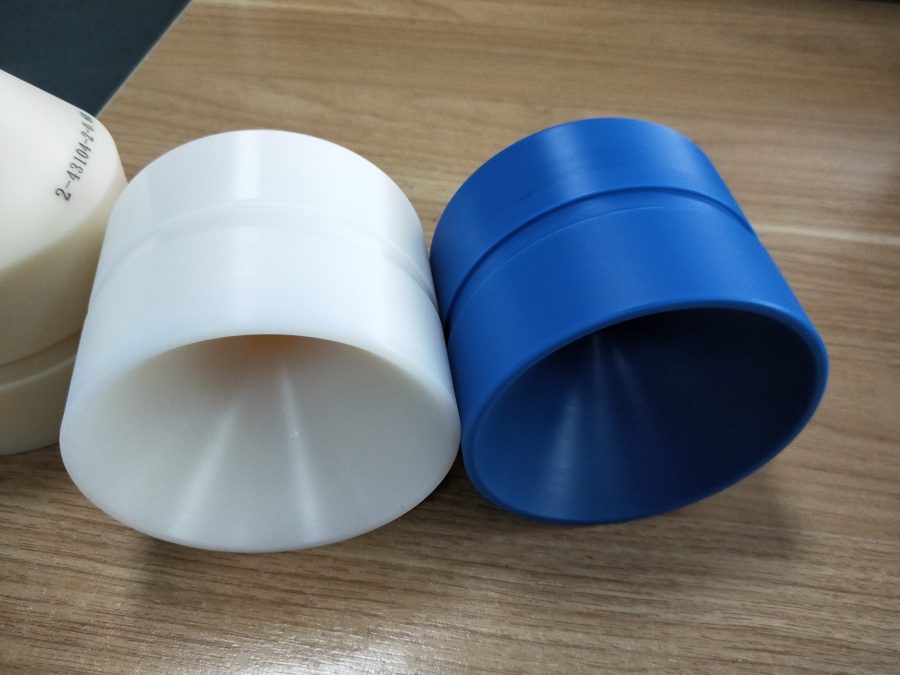
التصنيع الآلي للبولي إيثيلين عالي الكثافة: معالجة التفاف البُرادة الشديد
يتفوق البولي إيثيلين عالي الكثافة في الخزانات القوية والمقاومة للمواد الكيميائية والموجهات والأجزاء البالية. تخلق نعومته رقائق طويلة ولزجة تلتف بقوة.
استراتيجيات التحكم في الرقاقة الإخلاء هو المفتاح - استخدم أدوات أحادية الفلوت/ الفلوت عالية الحدة وعالية الأشواك. قم بزيادة عدد الدورات في الدقيقة إلى أقصى حد باستخدام حمولات البُرادة الخفيفة أو نفث الهواء القوي أو التفريغ. تعمل قواطع البُرادة على تفتيت السلاسل.
إدارة الحرارة حرارة قليلة من الاحتكاك المنخفض، لكن البُرادة المحتبسة تذوب محليًا. يعمل تبريد الهواء القوي؛ تجنب سائل التبريد الزائد.
طلاءات الأدوات الموصى بها كربيد DLC أو كربيد حاد غير مطلي لأقل احتكاك.
دراسة حالة واقعية: قضبان توجيه البولي إيثيلين عالي الكثافة لمعدات تجهيز الأغذية أبلغت المهندسة في شركة Pacific FoodTech LLC السيدة سارة لي عن التفاف بُرادة “تشبه المعكرونة” بأدوات التفاف البُرادة كل بضع دقائق على قضبان HDPE، مما أدى إلى تضخيم زمن الدورة إلى 8 دقائق/قطعة. أدت الأدوات فائقة الحدة المطلية بـ DLC المغلفة بـ O-flute بأقصى عدد دورات في الدقيقة مع انخفاض حمولة البُرادة إلى أقصى حد، وانخفاض حمولة البُرادة وانفجارات الهواء متعددة الزوايا إلى 3.5 دقائق مع عدم وجود التفاف على 5000 قطعة - دون أي شكاوى، مما أدى إلى عقد متابعة.

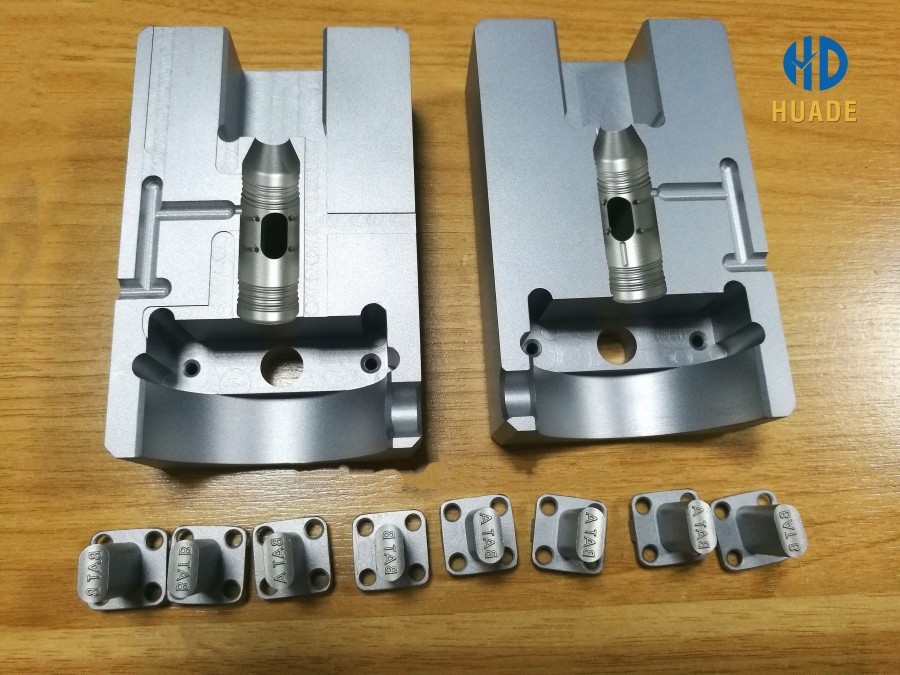
تصنيع أدوات الصلب الآلي: التعامل مع البُرادة ذات الحرارة العالية والرقائق الصلبة
تصنيع أدوات الصلب (على سبيل المثال، D2، A2، O1) ضروري للقوالب واللكمات والقوالب. الصلابة العالية تولد حرارة شديدة وبُرادة قصيرة وكاشطة.
استراتيجيات التحكم في الرقاقة تتطلب البُرادة الهشة والساخنة 4-6 ماكينات تفريز طرفية من الكربيد ذات 4-6 شفرات مع قواطع. سرعات معتدلة/التغذية المعتدلة تمنع التشقق؛ سائل تبريد عالي الضغط أو من خلال الأداة يزيل الحطام.
إدارة الحرارة يعد سائل التبريد بالغمر أو الضغط العالي إلزاميًا - استهدف البُرادة التي تحمل 75% تقريبًا من الحرارة (تشير البُرادة ذات اللون الأزرق البنفسجي إلى السرعة المثلى).
طلاءات الأدوات الموصى بها يشكل TiAlN أو AlTiN حواجز مقاومة للحرارة. AlCrN يناسب درجات الحرارة القصوى.
دراسة حالة واقعية: المثاقب الدقيقة من الفولاذ D2 لقوالب الحقن طلب مدير شركة دونغقوان هونغدا للقوالب المحدودة السيد تشانغ 500 لكمة D2 عند 58 HRC. قللت الحرارة من عمر الأداة إلى 50 قطعة/الأداة مع تقطيع الحواف. أدى كربيد AlTiN المطلي بالكربيد المطلي بالألمنيوم، وسائل التبريد عالي الضغط عبر الأداة، ومعلمات تجنب التقطيع إلى زيادة العمر الافتراضي ثلاث مرات إلى أكثر من 150 قطعة/الأداة. بقيت التفاوتات المسموح بها ± 0.005 مم، واجتازت اختبارات عمر القالب ووقت القطع/التكاليف.
المقارنات الرئيسية وأفضل الممارسات العالمية
- التحكم في الشريحة: تتطلب المواد البلاستيكية حادة وعالية الكبح + هواء/التفريغ؛ يحتاج الفولاذ ذو الأدوات إلى أدوات متعددة الفلوت + سائل تبريد.
- إدارة الحرارة: تستخدم المواد البلاستيكية السرعة/التغذية + الهواء؛ أما المعادن فتتطلب رفض سائل التبريد.
- طلاءات الأدوات: PCD/DLC للمواد البلاستيكية (احتكاك منخفض)؛ TiAlTiAN/AlTiN لصلب الأدوات (حرارة عالية).
نصائح: استخدم أدوات حادة، وحسّن حمولة البُرادة وراقب البُرادة بصريًا وكرر المعلمات.
خاتمة
إتقان التصنيع الآلي للأسيتال, وABS وABS والبولي إيثيلين عالي الكثافة وفولاذ الأدوات يعتمد على التحكم في البُرادة وإدارة الحرارة والطلاءات المصممة خصيصًا. توضح دراسات الحالة هذه كيف يوفر النهج الصحيح نتائج موثوقة وعالية الدقة.
في شركة دونغقوان هواده للتصنيع الدقيق المحدودة., ، يتفوق فريقنا في تصنيع القِطع الميكانيكية بنظام التحكم الرقمي عبر هذه المواد - بدءًا من النماذج الأولية وحتى الإنتاج. هل تواجه مشكلات في بُرادة الأسيتال، أو نتوءات ABS، أو التفاف البولي إيثيلين عالي الكثافة، أو تحديات حرارة الفولاذ؟ اتصل بنا للحصول على مشورة الخبراء وعروض الأسعار والحلول المثلى. دعنا نرتقي بمشروعك القادم!