
غالبًا ما يبدو حفر الأخاديد المعدنية ميزة بسيطة — مجرد قناة ضيقة على الرسم. في التصنيع الفعلي، يكون حفر الأخاديد المعدنية هو المكان الذي تبدأ فيه الأجزاء بالتسرب أو الاهتزاز أو الانغلاق أو فشل التجميع إذا لم يتم التحكم في عرض الأخدود وعمقه ونصف قطر الزاوية وحالة النتوءات وتشطيب السطح كنظام واحد. لهذا السبب يُعامل حفر الأخاديد في التصنيع كميزة وظيفية في صناعات الطيران والروبوتات والهيدروليكا والأجهزة الطبية وغيرها من الصناعات عالية الموثوقية.
في شركة Dongguan Huade Precision Manufacturing Co., Ltd (HDProto)، نقوم بإنتاج ميزات الأخدود على مخارط CNC ومراكز طحن CNC للأعمدة والأغلفة وأجسام الصمامات والمشعبات والأقواس والتركيبات. عندما يجب أن يكون الأخدود مانعًا للتسرب (أخدود حلقة O) أو قفلًا (حلقة تثبيت / أخدود حلقة مفاجئة) أو مزيلًا للتداخل (أخدود قطع سفلي / تخفيف)، فإننا نتعامل معه بنفس الطريقة التي نتعامل بها مع المقاسات الحرجة: تثبيت مستقر للقطعة، وتحكم متوقع في الرقائق، وفحص يتوافق مع الوظيفة الحقيقية — خاصة في حالة الحافة حيث تبدأ معظم الأعطال.
ملاحظة حول القدرات (نموذجية): على الأجزاء المناسبة ذات المعايير الثابتة والتحكم في العمليات، فإن يمكن أن يصل تحمل الدوران إلى 0.005 مم, ، و يمكن أن يصل تفاوت الطحن إلى 0.01 مم, ، اعتمادًا على الشكل الهندسي والمواد وخطة القياس.
1) التفكير الذي يركز على الإيقاع أولاً: تحديد ما يجب أن يفعله الإيقاع
قبل اختيار ملحق أو مسار أداة، حدد مهمة الأخدود. عادةً ما يندرج الأخدود في إحدى الفئات التالية:
أخاديد مانعة للتسرب (أخدود حلقة O / أخدود حشية / أخدود مانع للتسرب).
الأولوية هي الهندسة المتسقة للعرض والعمق، والسطح المستقر في منطقة الختم، والحواف الخالية من النتوءات.
أخاديد التثبيت (أخدود حلقة التثبيت / أخدود حلقة التثبيت).
الأولوية هي دقة عرض الأخدود، وحالة الحافة الخاضعة للرقابة (حادة مقابل كسر محدد)، وقابلية التكرار عبر الدفعات.
أخاديد تخفيف (تخفيف الخيط / قطع تحتي / أخدود خلوص).
الأولوية هي القضاء على التداخل، ودعم خلوص التجميع، والتحكم في مسببات الإجهاد.
أخاديد السوائل/التشحيم (قنوات، أخاديد الزيت، أخاديد التهوية).
الأولوية هي العمق والنظافة المتسقين لتجنب التلوث أو تقييد التدفق أو احتباس الجسيمات.
هذا هو السبب في أن “حفر الأخاديد المعدنية” ليس عملية واحدة، بل هو مجموعة من القرارات المرتبطة بالوظيفة ومخاطر الفشل.

CNC manufacturing expert with 15+ years of experience. William helps engineering teams turn prototypes into stable production parts through DFM optimization, tolerance planning, machining strategy selection, and inspection-driven quality control.
william@hdproto.comFor any CNC-machined part — whether shafts, housings, brackets, manifolds, or structural components — the foundation of reliable manufacturing starts with clean geometry, well-defined datums, and machining-friendly features that minimize re-clamping risks.
We support function-driven tolerances (down to ±0.01 mm when required) and offer full inspection options including CMM reports, thread gauges, and surface-finish verification to ensure repeatability from prototype to production.
اتصل بخبيرنا الآن2) أين يتم إجراء الحز باستخدام الحاسب الآلي: المخرطة مقابل المطحنة
يعتبر الكثير من الناس أن الحز باستخدام الحاسب الآلي هو موضوع يقتصر على المخرطة فقط. في الواقع، تتم معالجة الحز في كل من إعدادات الخراطة والطحن.
حفر الأخاديد باستخدام مخرطة CNC مثالي للميزات المتحدة المركز على الأجزاء الدائرية: الأخاديد الخارجية والأخاديد الداخلية والأخاديد السطحية. إنه سريع وقابل للتكرار ومحاذي بشكل طبيعي لبيانات الدوران.
حفر الأخاديد باستخدام آلة الطحن CNC شائع في الفتحات والقنوات والأخاديد غير المحورية على الألواح والمبيتات والإطارات والأجزاء ثلاثية الأبعاد المعقدة.
حتى عندما يمكن تحقيق نفس أبعاد الأخدود باستخدام أي من الطريقتين، فإن ملف المخاطر يتغير. غالبًا ما تواجه الأخاديد المخرطة مشاكل في تراكم البرادة وانحراف الأداة في القطع الضيقة، بينما تواجه الأخاديد المطحونة مشاكل في الاهتزاز والتحكم في النتوءات ودقة الزوايا اعتمادًا على تفاعل القاطع واستراتيجية مسار الأداة.
3) خريطة أعطال الأخاديد: ستة مشاكل تسبب الخردة وصعوبات في التجميع
تتكرر معظم حالات فشل الأخاديد بنفس الأنماط. إذا تمكنت من التحكم في هذه الحالات الست، فسوف ترتفع إنتاجية الأخاديد وموثوقية التجميع بشكل كبير:
- تعبئة الرقاقة داخل الأخدود → جدران مخدوشة، حواف مكسورة، أدوات مكسورة، تشطيب رديء
- أداة طويلة جدًا → ثرثرة، أخاديد مدببة، عمق غير متساوٍ
- إدراج هندسة لا تتطابق مع المادة → حافة مدمجة (Al)، تآكل سريع (SS)، زوايا مكسورة
- استراتيجية التغذية لا تتناسب مع عرض/عمق الأخدود → فرك بدلاً من قطع، تشطيب غير مستقر
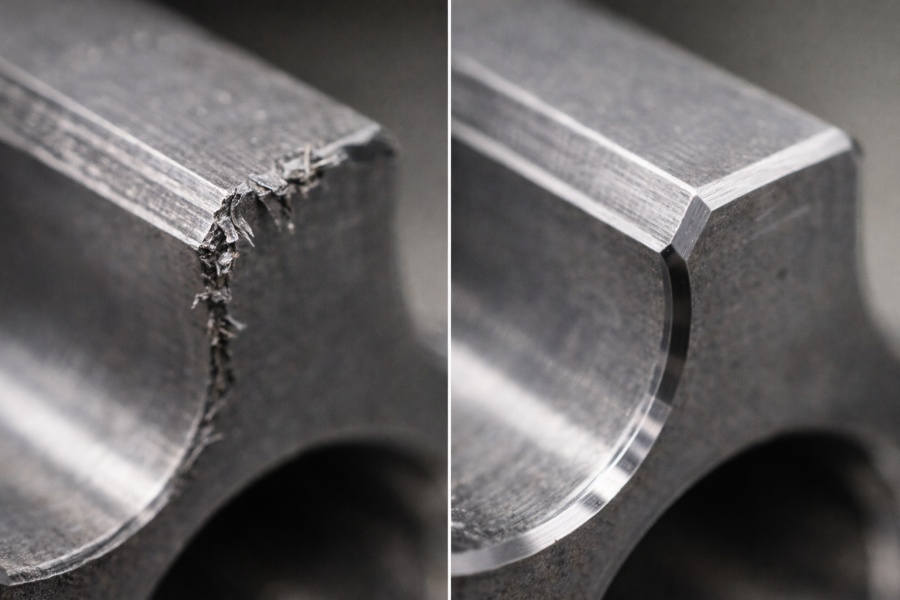
- نتوءات على حواف الأخدود → قطع الأختام أثناء التجميع، عدم استقرار الحلقات، تلوث خفي
- عدم تطابق التفتيش → الأجزاء “تنجح” من الناحية الأبعاد ولكنها تفشل من الناحية الوظيفية في التجميع
لا يتعلق الحفر الجيد للمعادن بـ“معلمة مثالية” واحدة. بل يتعلق بالتحكم القابل للتكرار في هذه المتغيرات الستة في ظروف الإنتاج الفعلية.
4) المواد × التطبيقات (جدول الهندسة الخفيفة)
| مادة | تطبيقات حفر الأخاديد المعدنية النموذجية | ما يجب مراقبته في الحز باستخدام الحاسب الآلي | نهج HDProto |
|---|---|---|---|
| 6061 الألومنيوم | قنوات، أغطية، أخاديد احتجاز الضوء | حافة متراكمة، نتوءات، شظايا طويلة خيطية | إدخالات حادة، سائل تبريد مستقر، إزالة حواف قياسية |
| 7075 ألومنيوم | أخاديد هيكلية في مسارات الحمولة | تقشر الحواف، حساسية التشطيب | دخول محافظ، تثبيت صارم للعمل |
| الفولاذ المقاوم للصدأ 304/316 | أخاديد مانعة للتسرب، بيئات تآكلية | الحرارة، تصلب العمل، تآكل الأدوات | استراتيجية متحكم بها، أولوية سائل التبريد |
| الفولاذ الكربوني (على سبيل المثال، 1045) | أعمدة، أخاديد حلقات، احتجاز ميكانيكي | البر + ضغط الأداة، اتساق التشطيب | استراتيجية متعددة المراحل، تكييف الحواف |
| التيتانيوم | مكونات عالية القوة على غرار المكونات المستخدمة في صناعة الطيران | تركيز الحرارة، تآكل الأدوات، الاهتزاز | تجنب الاحتكاك، تثبيت مستقر، تثبيت قوي |
| نحاس | أخاديد صغيرة دقيقة، تجهيزات | البرغي لا يزال مهمًا حتى لو كانت الرقائق أسهل | تمريرة نهائية ثابتة، تحكم متسق في الحواف |
5) أنواع الأخاديد التي تحرك عروض أسعار CNC الحقيقية (وما يهم لكل منها)
الحز الخارجي (تصنيع الأخاديد الخارجية)
شائع في حلقات التثبيت ومقاعد الختم على الأعمدة. يعتمد النجاح على الصلابة والتحكم في الرقائق. نحن نقلل من بروز الأداة ونستخدم غالبًا استراتيجيات متعددة الممرات يمكن التنبؤ بها عندما يكون عرض أو عمق الأخدود كبيرًا.
الحز الداخلي (تصنيع الأخاديد الداخلية)
يعد الحز الداخلي أكثر خطورة: فالأدوات الرفيعة داخل التجويف تسبب اهتزازات وتجعل إزالة البُرادة أكثر صعوبة. للحفاظ على الاستقرار، نولي الأولوية لصلابة الأداة، ونحافظ على مدى قصير، ونطبق استراتيجيات تمنع انصهار البُرادة وتراكم الحرارة.
حفر الأخاديد في الوجه
غالبًا ما تستخدم الأخاديد السطحية في واجهات الإغلاق والتركيبات الدوارة. ومن الأهمية بمكان أن تكون الدقة المركزية وتشطيب السطح متسقين حول الحلقة بأكملها.
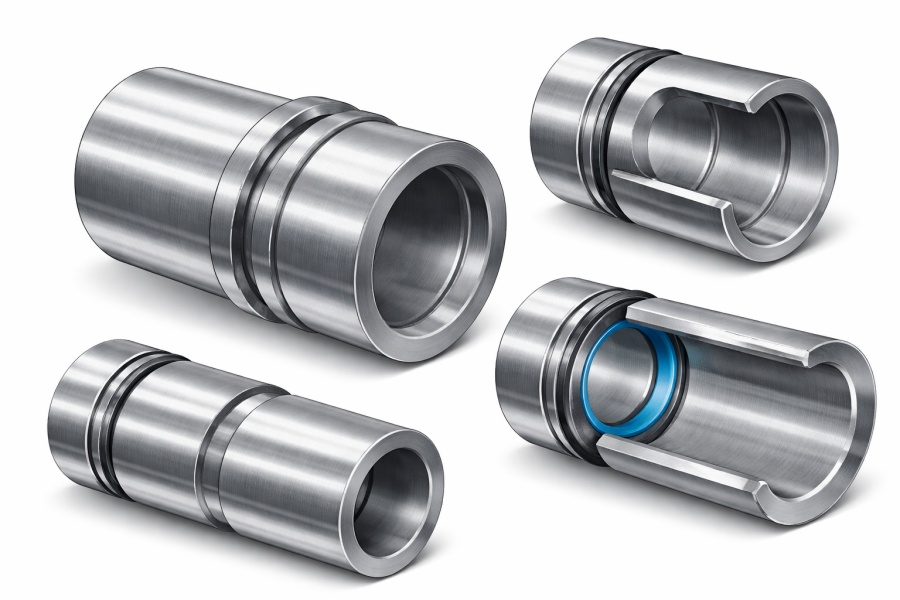
تصنيع أخدود الحلقة الدائرية
أخاديد الحلقات الدائرية لا ترحم. يمكن أن يؤدي وجود نتوء صغير إلى قطع المطاط الصناعي أثناء التجميع، كما يمكن أن يؤدي انحراف بسيط في الشكل الهندسي إلى حدوث تسربات. يجب التحكم في الشكل الهندسي للأخاديد وحالة الحواف والتشطيب كنظام واحد.
أخاديد الفصل/القطع
غالبًا ما تحدد هذه العمليات الطول النهائي وحالة الحواف. يؤثر التحكم في النتوءات واستقرار الأداة بشكل مباشر على التجميع والتشطيب النهائي.
أخاديد قطع / تخفيف
تقلل هذه العناصر من التداخل وتحمي الميزات الهامة (الخيوط، الأكتاف، المقاسات المطابقة). والهدف هو الحصول على خلوص وظيفي دون إحداث تركيز غير ضروري للضغط.
6) ما يجب تحديده للحصول على حز معدني موثوق (وما لا يجب فرضه)
إذا كنت تريد حفر أخاديد معدنية متسقة من المورد، فحدد النتائج وتوقعات الفحص — وليس أرقام المعلمات التعسفية.
ما يساعد (تأثير كبير على الجودة + التجميع):
- تفاوت عرض/عمق الأخدود
- متطلبات حالة الحافة (حافة مكسورة / بدون نتوءات)
- متطلبات تشطيب السطح في حالة وجود ختم
- حالة المواد والصلابة
- المواصفات القياسية (مواصفات أخدود الحلقة الدائرية، مواصفات الحلقة المثبتة)
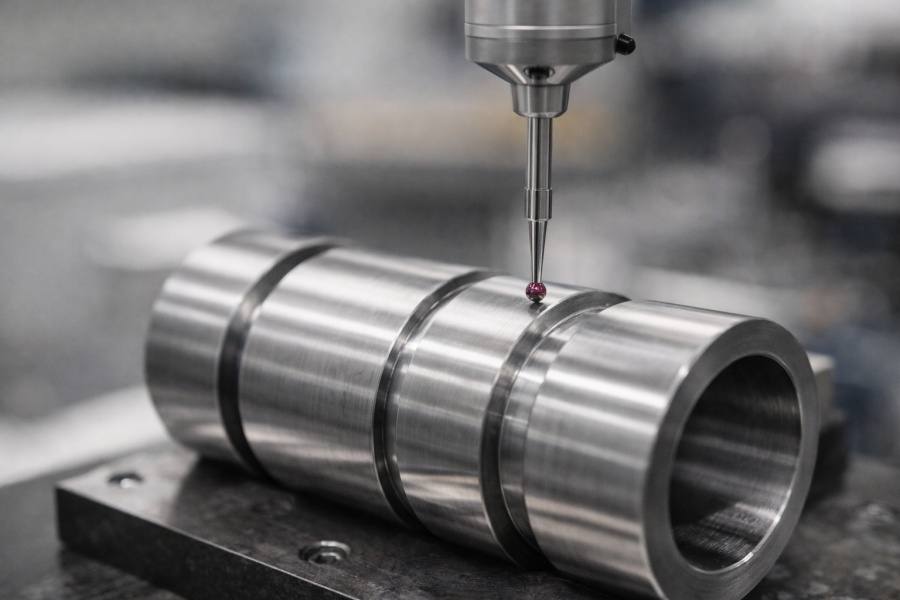
- توقعات طريقة الفحص (مقاييس الدبوس، المقارن البصري، استراتيجية CMM)
ما لا يساعد عادةً:
- فرض SFM/تغذية ثابتة دون مراعاة هندسة الإدخال، سائل التبريد، وديناميكيات الماكينة
في HDProto، نضع استراتيجية تصنيع الأخاديد بناءً على المواد ووظيفة الأخاديد وحدود الصلابة وأهداف التحكم في الرقائق، ثم نتحقق من صحتها عن طريق القياس والفحوصات الوظيفية.
7) قائمة مراجعة طلب عرض الأسعار: أرسلها إلى المورد (نسخ/لصق)
- مادة الجزء وحالته (معالج حرارياً؟ صلابة؟)
- نوع الأخدود (OD / ID / الوجه / الحلقة O / أخدود الحلقة / الإغاثة)
- أبعاد الأخدود والتفاوتات المسموح بها (العرض والعمق والموقع)
- متطلبات الحواف (بدون نتوءات، قيمة كسر الحواف، أو شطب/نصف قطر محدد)
- متطلبات التشطيب في مناطق الإغلاق (إن وجدت)
- الكمية والتوقعات المستقبلية للحجم
- مجموعة الملفات: STEP/IGES + رسم PDF + أي ملاحظات GD&T
- توقعات خطة الفحص (نقاط CMM، مقياس المضي/عدم المضي، اختبار مقاعد الحلقات، إلخ)
CNC manufacturing expert with 15+ years of experience. William helps engineering teams turn prototypes into stable production parts through DFM optimization, tolerance planning, machining strategy selection, and inspection-driven quality control.
william@hdproto.comFor any CNC-machined part — whether shafts, housings, brackets, manifolds, or structural components — the foundation of reliable manufacturing starts with clean geometry, well-defined datums, and machining-friendly features that minimize re-clamping risks.
We support function-driven tolerances (down to ±0.01 mm when required) and offer full inspection options including CMM reports, thread gauges, and surface-finish verification to ensure repeatability from prototype to production.
اتصل بخبيرنا الآندراسة حالة 1: أخدود حلقة التثبيت الذي توقف عن الفشل في التجميع
العميل: NordMotion Automation GmbH (ألمانيا)
مهندس: دانيال كوفاكس، مهندس جودة
واجهت NordMotion أعطالاً متقطعة في التجميع: لم تثبت الحلقات المثبتة بشكل صحيح على عمود المحرك أثناء التجميع النهائي. أفاد دانيال أن الاختلاف في عرض الأخدود كان ضئيلاً على الورق، لكن الحلقة كانت لا تزال “معلقة” وتحتاج إلى قوة يدوية.
مساهمة HDProto:
- قمنا بمراجعة حالة حافة الأخدود وتأكدنا من أن المشكلة لا تقتصر على العرض فحسب، بل إنها تتمثل أيضًا في وجود نتوءات + انحناء طفيف في الحافة ناتج عن تشكيل رقائق غير مستقرة.
- قمنا بمراجعة استراتيجية الحز لتحسين كسر الرقائق وأضفنا خطوة تحكم في حالة الحافة تعرف باسم إزالة الأزيز الوظيفية.
- قمنا بمواءمة الفحص مع الوظيفة من خلال الجمع بين فحوصات الأبعاد وطريقة التحقق من تركيب الحلقة.
النتيجة: أصبح ترتيب المقاعد متسقًا، وانخفضت عمليات إعادة التجميع، وتوقفت الشكاوى المتعلقة بالخط.
دراسة حالة 2: استقرار أخدود الحلقة الدائرية لمشعب السوائل
العميل: Axion Robotics Pte. Ltd. (سنغافورة)
مهندس: راشيل لين، مهندسة ميكانيكية
واجهت شركة Axion Robotics مشكلات تسرب دقيقة في مشعب سائل من الألومنيوم. اشتبهت راشيل في وجود انحراف في عمق الأخدود عبر الدفعات وعدم اتساق تشطيب السطح داخل أخدود الحلقة الدائرية.
مساهمة HDProto:
- قمنا بتثبيت هندسة الأخدود باستخدام نهج مخصص لمرحلة التشطيب ومراقبة أكثر دقة لتآكل الأدوات.
- قمنا بتحسين عملية إزالة الرقائق لمنع خدش الجدران داخل الأخدود.
- قمنا بتوحيد نقاط الفحص والتحقق من تشطيب السطح بشكل خاص عند واجهة الإغلاق.
النتيجة: انخفضت حالات فشل اختبار الضغط بشكل حاد، وبدأ العميل في تكرار الطلبات.
الأسئلة الشائعة: حفر الأخاديد المعدنية وتصنيع الأخاديد باستخدام الحاسب الآلي
1) ما هو حفر الأخاديد المعدنية في التصنيع؟
حفر الأخاديد المعدنية هو عملية تصنيع قناة أو تجويف محكوم في جزء معدني لتحقيق وظيفة معينة، مثل الإغلاق (أخدود الحلقة الدائرية)، أو التثبيت (أخدود حلقة التثبيت)، أو التخليص (التخفيف/القطع السفلي)، أو التحكم في السوائل (أخاديد الزيت/التهوية). في تصنيع الأخاديد باستخدام الحاسب الآلي، يتم التعامل مع الأخدود كميزة وظيفية ذات هندسة محددة، وحالة حافة، ومتطلبات فحص.
2) ما الفرق بين الحز الخارجي (OD) والحز الداخلي (ID)؟
يتم إجراء الحز الخارجي على القطر الخارجي للجزء الأسطواني، وعادة ما يكون أكثر استقرارًا لأن الأدوات تتمتع بصلابة أفضل ويكون إزالة البُرادة أسهل. أما الحز الداخلي فيتم داخل التجويف، حيث تكون الأدوات نحيلة، والمدى أطول، وخطر الاهتزاز أعلى، وإزالة البُرادة أكثر صعوبة — لذا فإن استقرار العملية واختيار الأدوات أكثر أهمية.
3) لماذا تفشل الأخاديد في التجميع حتى عندما تكون الأبعاد “مناسبة”؟
لأن وظيفة الأخدود لا تعتمد فقط على العرض والعمق. فقد تتسبب النتوءات، أو انحناء الحواف، أو عدم اتساق تشطيب السطح في منطقة الإغلاق، أو طريقة القياس التي لا تعكس السطح الوظيفي الحقيقي في تعليق الحلقات أو تسرب الأختام. يجب التحقق من تصنيع الأخدود عن طريق الفحص المطابق للوظيفة، وليس فقط عن طريق الفرجار.
4) ما هو السبب الأكثر شيوعًا للتسربات في تصنيع أخاديد الحلقات الدائرية؟
هناك سببان شائعان هما (1) النتوءات أو الحواف الحادة التي تتلف المطاط الصناعي أثناء التجميع، و(2) انحراف هندسة الأخدود (العرض/العمق/نصف القطر) الذي يغير الضغط. كما أن تشطيب السطح داخل منطقة الإغلاق مهم أيضًا، حيث يمكن أن تتحول الخدوش أو التشطيب السيئ إلى مسارات تسرب تحت الضغط.
5) هل يجب أن أحدد سرعة القطع ومعدل التغذية في طلب عرض الأسعار الخاص بي؟
عادة لا. ما لم تكن تتحكم بشكل كامل في هندسة الأدوات وتوزيع سائل التبريد وصلابة الماكينة، فإن السرعات/التغذية الثابتة يمكن أن تقلل من الاستقرار. من الأكثر فعالية تحديد عوامل التحكم في النتائج: التفاوتات المسموح بها، حالة الحواف، متطلبات التشطيب (في حالة الإغلاق)، حالة المواد، وتوقعات الفحص.
6) ما هي التفاوتات التي يمكن أن يتحملها HDProto بالنسبة لميزات الحز CNC؟
في الأجزاء المناسبة ذات المعايير الثابتة وخطة الفحص المحددة، يمكن لـ HDProto أن تصل عادةً إلى تقليل التفاوت إلى 0.005 مم و تفاوت الطحن يصل إلى 0.01 مم, ، اعتمادًا على المادة ونوع الأخدود والهندسة وطريقة القياس. بالنسبة للأخدود الحرجة، نوصي بتأكيد المتطلبات الوظيفية (الختم/الحلقة/الخلوص) في وقت مبكر حتى تتطابق العملية والفحص مع حالة الاستخدام الفعلية.
متى تختار HDProto لأعمال حفر الأخاديد المعدنية
إذا كنت تبحث عن خدمات حفر الأخاديد المعدنية للأجزاء المُشكلة بالقطع باستخدام الحاسب الآلي أو الأغلفة المصنعة بالقطع باستخدام الحاسب الآلي، فعادةً ما تهتم بالتكرار ومدة التنفيذ و“عدم وجود مفاجآت” أثناء التجميع.
يدعم HDProto:
- ميزات الحفر والتدوير المعقدة في المخرطة CNC
- أخاديد وقنوات وجيوب طحن CNC
- الحد الأدنى للطلب + النماذج الأولية السريعة
- تصنيع بتفاوت ضيق (تدوير حتى 0.005 مم؛ طحن حتى 0.01 مم على الأجزاء المناسبة)
- معايير متسقة للتشطيب وإزالة الحواف الخشنة لأخاديد الختم/الاحتفاظ
موقع إلكتروني: https://hdproto.comcom
بريد إلكتروني: sales@hdproto.com