En mecanizado de precisión CNC, mecanizado de acetal destaca como uno de los plásticos técnicos más fiables y estables desde el punto de vista dimensional, pero requiere estrategias expertas de control de virutas, gestión del calor y revestimientos de herramientas para evitar la fusión o la formación de virutas fibrosas. En mecanizado de ABS (gomoso y sensible al calor) y mecanizado de acero para herramientas (alto calor y abrasivo), mientras que el HDPE añade problemas extremos de envoltura de virutas.
En Dongguan Huade Precision Manufacturing Co., Ltd., hemos perfeccionado estas técnicas en miles de piezas, desde componentes médicos de acetal hasta moldes de acero para herramientas, garantizando acabados superiores, tolerancias ajustadas y una mayor vida útil de las herramientas.
Este artículo compara la maquinabilidad del acetal, el ABS, el HDPE y el acero para herramientas, centrándose en los tres factores críticos: control de virutas, gestión del calor y recubrimientos de las herramientas, con estudios de casos reales de nuestro taller.
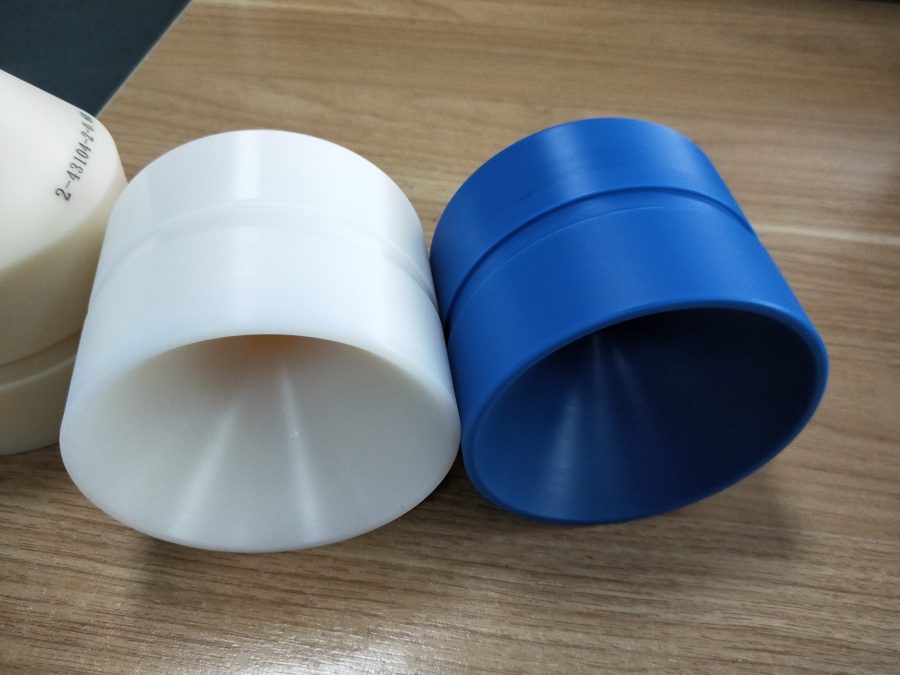
Tabla comparativa de mecanizabilidad rápida
| Material | Dureza | Conductividad térmica (W/m-K) | Tipo de chip típico | Sensibilidad al calor | Problemas comunes de mecanizado |
|---|---|---|---|---|---|
| Acetal (POM) | M85-M94 | ~0.3 | Largo, fibroso, continuo | Alto | Fusión, deformación, virutas fibrosas |
| ABS | R105-R115 | ~0.2 | Gomoso, fibroso | Moderado-alto | Fusión, rebabas, acumulación de calor |
| HDPE | Shore D60-70 | ~0.4 | Muy largo, fibroso, pegajoso | Bajo | Envoltura de virutas, atasco de herramientas |
| Acero para herramientas | 20-65 HRC (variable) | ~25-40 | Corto, quebradizo, duro | Muy alto | Calor excesivo, borde acumulado (BUE) |
Los plásticos producen virutas continuas que corren el riesgo de enrollarse o fundirse, mientras que el acero para herramientas genera virutas calientes y abrasivas que exigen un fuerte rechazo del calor.
Mecanizado de acetal: Dominio de las virutas fibrosas y la acumulación de calor
Mecanizado de acetal (polioximetileno/POM/Delrin) es apreciado por su baja fricción, resistencia y estabilidad en engranajes, cojinetes y fijaciones. Sin embargo, su baja conductividad térmica provoca un rápido calentamiento localizado, con riesgo de fusión, deformación o malos acabados.
Estrategias de control de virutas El acetal genera virutas largas y continuas que envuelven las herramientas o rayan las superficies. Utilice herramientas de metal duro afiladas y de alto filo (de filo en O o de un solo filo) con rompevirutas. Las altas velocidades del husillo (300-500 m/min o 10.000-18.000 RPM) y los avances moderados producen virutas más gruesas y rompibles. Los chorros de aire comprimido o la evacuación por vacío evitan el retallado.
Gestión del calor Dar prioridad a la refrigeración por aire o nebulización (evitar la inundación para evitar la absorción). Seque previamente las existencias en entornos húmedos para minimizar la deriva inducida por la humedad.
Recubrimientos recomendados para herramientas El diamante policristalino (PCD) ofrece una fricción ultrabaja y resistencia al calor. El carburo afilado sin recubrimiento funciona bien; los recubrimientos de DLC reducen la adherencia para tiradas de gran volumen.
Estudio de un caso real: Engranajes de acetal de precisión para equipos médicos El verano pasado, MediTech GmbH, un fabricante alemán de dispositivos médicos, se puso en contacto con nosotros a través del ingeniero de proyectos Sr. Hans Müller para 10.000 engranajes de precisión de acetal utilizados en accionamientos de ventiladores. Su proveedor anterior se enfrentaba a largas virutas que envolvían las herramientas, provocando arañazos y desviaciones de 0,05 mm con una tasa de desechos de 18%.

Aplicamos fresas de un solo filo recubiertas de PCD a 15.000 RPM, 0,08 mm/diente de avance, además de aire a alta presión y extracción por vacío. La chatarra cayó por debajo de 2%, el Ra alcanzó 0,4 μm, las tolerancias se mantuvieron en ±0,01 mm y la entrega se acortó en 25%. El Sr. Müller confía ahora en nosotros para pedidos repetidos.
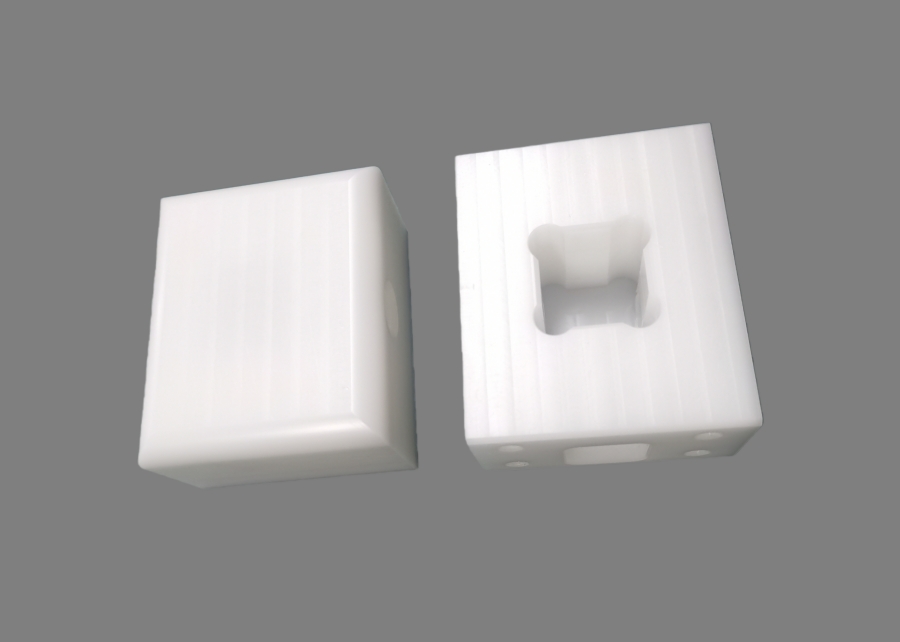
Mecanizado de ABS: equilibrio entre sensibilidad térmica y calidad superficial
Mecanizado de ABS (acrilonitrilo butadieno estireno) es adecuado para carcasas, prototipos y bienes de consumo rentables y resistentes a los impactos. Se mecaniza limpiamente, pero es sensible al calor, lo que puede provocar engomado o rebabas.
Estrategias de control de virutas El ABS forma virutas gomosas y adhesivas. Las fresas de metal duro de una o dos hélices facilitan la evacuación. Altos avances (0,05-0,15 mm/diente) a 6.000-18.000 RPM eliminan las virutas rápidamente y minimizan el roce.
Gestión del calor Utilice ráfagas de aire o neblina refrigerante; los avances elevados transfieren calor a las virutas. Las pasadas poco profundas (0,5-2 mm) evitan el retardo y la fusión.
Recubrimientos recomendados para herramientas El carburo afilado sin recubrimiento o TiAlN/DLC reducen la fricción. TiAlN gestiona el calor en carreras más rápidas.
Estudio de un caso real: Carcasas de ABS para prototipos de automoción AutoForge Inc, un proveedor estadounidense de la industria del automóvil, necesitaba 2.000 cajas prototipo de ABS de la responsable de compras, Emily Chen. El calor provocaba fusión y rebabas en las paredes finas, lo que retrasaba las pruebas. Las herramientas recubiertas de TiAlN a 12.000 RPM con un avance de 0,10 mm/diente y refrigeración por neblina eliminaron las rebabas y proporcionaron acabados brillantes de Ra 0,8 μm. Las piezas pasaron la primera prueba de montaje, lo que aceleró la validación en dos semanas.
Mecanizado de polietileno de alta densidad (HDPE): Cómo afrontar el virutaje extremo
El HDPE destaca en depósitos, guías y piezas de desgaste resistentes a los productos químicos. Su suavidad crea virutas largas y pegajosas que envuelven agresivamente.
Estrategias de control de virutas La evacuación es la clave: utilice herramientas de un solo filo o de un solo filo de alto rastrillo y muy afiladas. Maximice las RPM con cargas de viruta ligeras, ráfagas de aire agresivas o vacío. Los rompevirutas fragmentan las cadenas.
Gestión del calor Calor mínimo por baja fricción, pero las virutas atrapadas se funden localmente. Funciona una fuerte refrigeración por aire; evite el exceso de refrigerante.
Recubrimientos recomendados para herramientas DLC o carburo afilado sin recubrimiento para una menor fricción.
Estudio de un caso real: Raíles guía de HDPE para equipos de procesamiento de alimentos La ingeniera de Pacific FoodTech LLC, Sarah Lee, informó de que las virutas “como fideos” envolvían las herramientas cada pocos minutos en los raíles de HDPE, inflando los tiempos de ciclo a 8 minutos/pieza. Las herramientas O-flute ultraafiladas con revestimiento de DLC a las máximas RPM, la baja carga de virutas y los chorros de aire multiángulo redujeron los ciclos a 3,5 minutos sin que se produjera ningún enrollamiento en 5.000 piezas, sin quejas, lo que dio lugar a un contrato de seguimiento.

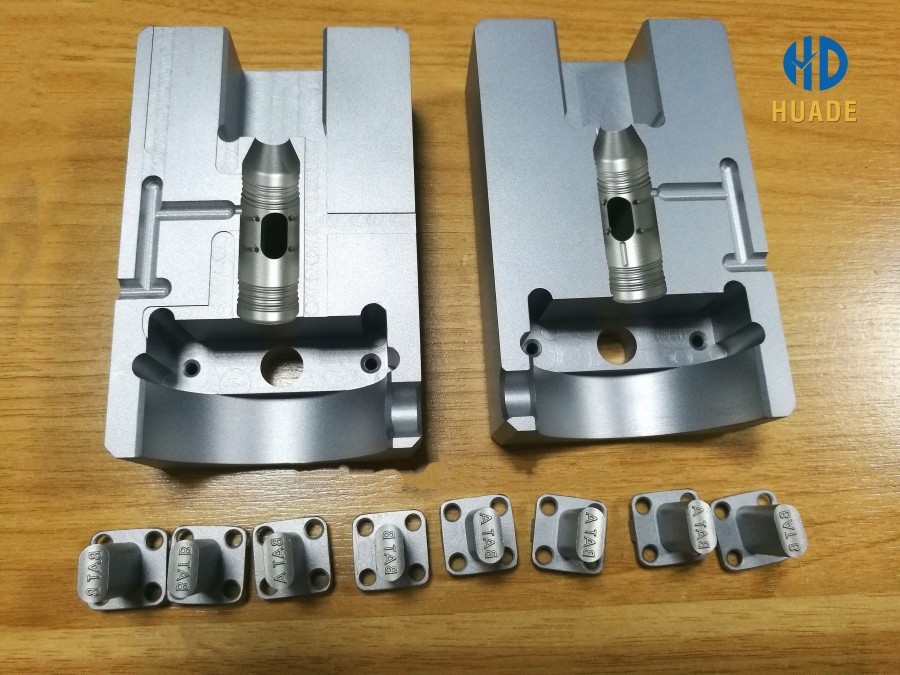
Mecanizado de acero para herramientas: manejo de altas temperaturas y virutas duras
Mecanizado de acero para herramientas (por ejemplo, D2, A2, O1) es esencial para moldes, punzones y matrices. La alta dureza genera calor intenso y virutas cortas y abrasivas.
Estrategias de control de virutas Las virutas quebradizas y calientes requieren fresas de metal duro de 4-6 canales con divisores. Las velocidades/avances moderados evitan el BUE; el refrigerante a alta presión o a través de la herramienta elimina los residuos.
Gestión del calor Es obligatorio el uso de refrigerante a alta presión o por inundación. El objetivo es que los chips transporten ~75% de calor (los chips de color azul-violeta indican una velocidad óptima).
Recubrimientos recomendados para herramientas TiAlN o AlTiN forman barreras resistentes al calor. AlCrN se adapta a los extremos.
Estudio de un caso real: Punzones de precisión de acero D2 para moldes de inyección El Sr. Zhang, gerente de Dongguan Hongda Mold Co., Ltd., necesitaba 500 punzones D2 a 58 HRC. El calor acortaba la vida de la herramienta a 50 piezas/herramienta con astillado del filo. El carburo revestido de AlTiN, el refrigerante de alta presión a través de la herramienta y los parámetros de prevención de BUE triplicaron la vida útil a más de 150 piezas/herramienta. Las tolerancias se mantuvieron en ±0,005 mm, con lo que se superaron las pruebas de vida útil del molde y los costes y tiempos de inactividad por corte.
Comparaciones clave y buenas prácticas universales
- Control de chips: Los plásticos exigen afilado, alto raspado + aire/vacío; el acero para herramientas necesita multicanal + refrigerante.
- Gestión del calor: Los plásticos utilizan velocidad/alimentación + aire; los metales requieren rechazo de refrigerante.
- Recubrimientos para herramientas: PCD/DLC para plásticos (baja fricción); TiAlN/AlTiN para acero para herramientas (alto calor).
Consejos: Utilice herramientas afiladas, optimice la carga de virutas, controle visualmente las virutas e itere los parámetros.
Conclusión
Dominar mecanizado de acetal, El mecanizado de piezas de acero, ABS, HDPE y acero para herramientas depende del control de virutas, la gestión del calor y los revestimientos adaptados. Estos casos prácticos muestran cómo el enfoque adecuado proporciona resultados fiables y de alta precisión.
En Dongguan Huade Precision Manufacturing Co., Ltd., Nuestro equipo destaca en el mecanizado CNC de piezas de estos materiales, desde prototipos hasta producción. ¿Tiene problemas con virutas de acetal, rebabas de ABS, envolturas de HDPE o problemas térmicos del acero para herramientas? Póngase en contacto con nosotros para obtener asesoramiento experto, presupuestos y soluciones optimizadas. Mejoremos su próximo proyecto.