Soyons honnêtes : lorsqu'un robot humanoïde tremble dans une posture statique, la plupart des équipes blâment d'abord le logiciel.
Mais dans Usinage CNC pour robots humanoïdes, de minuscules erreurs de données et d'ajustement peuvent créer des ondulations de friction et des micro-jeux qu'aucun contrôleur ne peut entièrement masquer.
Vous avez réglé la boucle de couple, affiné les gains PID et validé votre mouvement en simulation. Puis votre robot humanoïde se met en position statique et son bras commence à trembler. La première réaction est toujours liée au logiciel : bruit de l'encodeur, jeu du moteur, bande passante du contrôleur, filtrage.
Mais dans les systèmes humanoïdes réels, la gigue articulaire est souvent le résultat de la boucle de contrôle qui lutte contre des erreurs matérielles “ minimes sur le papier ” mais considérables en cinématique.

Expert en fabrication CNC avec plus de 15 ans d'expérience. William aide les équipes d'ingénieurs à transformer les prototypes en pièces de production stables grâce à l'optimisation DFM, à la planification des tolérances, à la sélection des stratégies d'usinage et au contrôle de qualité axé sur l'inspection.
william@hdproto.comPour toute pièce usinée par CNC - qu'il s'agisse d'arbres, de boîtiers, de supports, de collecteurs ou de composants structurels - la base d'une fabrication fiable commence par une géométrie propre, des points de référence bien définis et des caractéristiques favorables à l'usinage qui minimisent les risques de re-serrage.
Nous prenons en charge les tolérances liées à la fonction (jusqu'à ±0,01 mm si nécessaire) et proposons des options d'inspection complètes, notamment des rapports CMM, des jauges de filetage et des vérifications de la finition de surface, afin de garantir la répétabilité du prototype à la production.
CONTACTEZ NOTRE EXPERT DÈS MAINTENANTÀ Dongguan Huade Precision Manufacturing Co., Ltd., nous aidons les équipes de robotique en leur fournissant des pièces usinées par CNC pour robots humanoïdes, notamment des boîtiers d'actionneurs, des sièges de roulements, des liaisons de sortie et des interfaces de précision qui déterminent si une articulation semble “ vivante ” ou “ nerveuse ”.”
Résumé technique rapide (pour les ingénieurs et les moteurs de recherche)
Cet article se concentre sur les causes mécaniques à l'origine des vibrations articulaires chez les robots humanoïdes et sur la manière dont l'usinage CNC de précision permet de les réduire, notamment : Stratégie de référence GD&T, concentricité/battement de l'alésage de palier, usinage 5 axes en une seule opération, inspection CMM, effets de la dilatation thermique sur les ajustements serrés et usinage à grande vitesse des parois minces. pour la perte de poids.
Le vrai problème : des “ fantômes matériels ” qui semblent corrects sur les dessins
Une pile de joints typique n'est pas une fonctionnalité unique, mais une chaîne :
Siège de palier → Interface arbre d'actionneur → Entraînement harmonique / support de boîte de vitesses → Liaison de sortie
Lorsqu'une interface est légèrement décalée par rapport à l'axe ou hors plan, l'assemblage peut toujours se faire, mais il ne fonctionnera pas correctement. Le contrôleur compense alors en temps réel, et ce que vous observez comme une instabilité est souvent un blocage mécanique, un micro-jeu ou un dérive d'ajustement due à la température.
Voici trois “ fantômes matériels ” que nous rencontrons régulièrement dans les projets d'usinage de robots humanoïdes, ainsi que la manière dont nous les éliminons.
Ghost #1 : Erreurs d'empilement (là où la GD&T rencontre la cinématique)
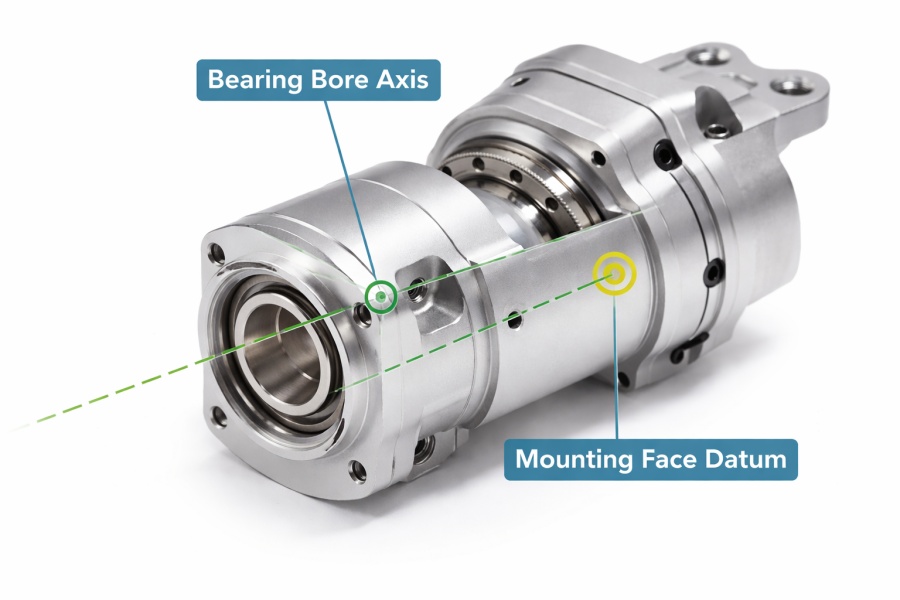
La plupart des ateliers traitent un trou comme une caractéristique isolée : “ Ø20 H7, la goupille s'adapte, c'est bon ”. Dans un membre humanoïde à haut degré de liberté, ce même alésage est un élément de référence essentiel dans une chaîne cinématique de précision.
Qu'est-ce qui ne va pas ?
Même un léger désalignement entre l'axe d'alésage d'un roulement et une surface de montage peut entraîner :
- friction excentrique pendant la rotation
- ondulation de couple périodique
- adhérence non linéaire (stick-slip) qui déclenche des oscillations de contrôle
Vous pouvez constater que le joint se comporte “ correctement ” dans une région et présente des vibrations dans une autre, car l'erreur est géométrique et non algorithmique.
Symptômes courants remarqués par les ingénieurs
- Pics de courant qui ne correspondent pas à la simulation (couple supplémentaire nécessaire pour surmonter le grippage)
- Oscillation à basse fréquence sous charge (boucle de contrôle luttant contre les variations de friction mécanique)
- Durée de vie réduite des roulements (charge anormale due à un désalignement)
Comment nous usinons chez Huade
Nous n'usinons pas des “ trous ”. Nous usinons systèmes de référence.
Usinage en une seule opération pour les données critiques
Pour les pièces telles que les carters d'actionneurs, nous préférons usiner les alésages de roulements, les faces de montage, les gorges d'étanchéité et les éléments d'alignement dans un configuration à 5 axes unique dans la mesure du possible. Moins de re-serrages signifie moins d'erreurs cumulées.
Vérification CMM liée à votre GD&T
Nous inspectons la géométrie par rapport à l'intention du dessin, en particulier les relations qui importent dans les articulations robotiques (axe à face, face à face, alésage à alésage). Si votre dessin fait référence à la norme ASME Y14.5 GD&T, nous alignons notre stratégie d'inspection sur cette intention.
Conclusion pratique : Si une articulation tremble en position stable, vérifiez alignement de l'axe de l'alésage, perpendicularité/planéité des faces de montage et faux-rond/concentricité avant de réécrire le code.
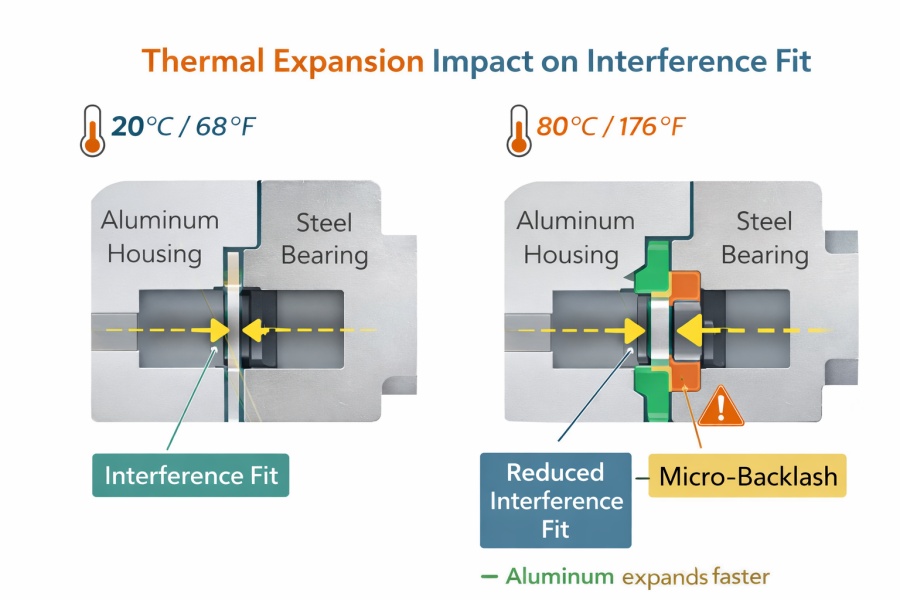
Ghost #2 : Dérive thermique (ajustements par interférence qui ne restent pas interférentiels)
Les articulations humanoïdes sont thermiquement denses. Les moteurs et les entraînements génèrent rapidement de la chaleur, et les boîtiers scellés peuvent voir leur température augmenter lors d'un mouvement continu.
Qu'est-ce qui ne va pas ?
Un ajustement serré qui semble parfait à température ambiante peut changer une fois que le joint chauffe. L'aluminium et l'acier se dilatent à des vitesses différentes, ce qui peut transformer un ajustement serré en un micro-jeu ou modifier suffisamment la précharge pour changer le comportement de frottement.
À quoi cela ressemble-t-il lors des tests ?
- Le robot semble “ stable ” lorsqu'il fait froid.
- La gigue apparaît après la mise en température ou pendant les cycles répétés.
- Les performances varient d'une session à l'autre, même avec des paramètres de contrôle identiques.
Comment nous réduisons le risque lié à l'ajustement thermique
Examen DFM qui pose des questions de physique
Au lieu de suivre aveuglément une tolérance PDF, nous demandons :
- Quelle est la plage de température estimée pour les joints ?
- Le siège du roulement se trouve-t-il dans une cavité chauffée ou à proximité d'un stator de moteur ?
- L'ajustement est-il destiné à maintenir la précharge, à empêcher le fluage ou à contrôler les micro-mouvements ?
Options de stratégie d'ajustement (en fonction de votre architecture)
En fonction de votre stratégie d'assemblage et de service, nous pouvons vous aider à :
- contrôle plus strict de la taille et de la circularité de l'alésage afin de stabiliser le comportement de l'ajustement serré
- stratégies de finition de surface pour réduire le micro-glissement
- ajustements de conception (le cas échéant) pour assurer une adaptation stable à toutes les températures
Aide thermique passive sans pénalité de poids
Pour certains boîtiers d'actionneurs, les équipes choisissent d'ajouter micro-ailettes externes intégrées pour augmenter la surface de refroidissement passif — sans supports supplémentaires, sans poids supplémentaire — juste une géométrie plus intelligente.
Conclusion pratique : Si la gigue apparaît “ après la mise en température ”, traitez-la d'abord comme un problème thermomécanique, et non comme un problème de contrôleur.
Expert en fabrication CNC avec plus de 15 ans d'expérience. William aide les équipes d'ingénieurs à transformer les prototypes en pièces de production stables grâce à l'optimisation DFM, à la planification des tolérances, à la sélection des stratégies d'usinage et au contrôle de qualité axé sur l'inspection.
william@hdproto.comPour toute pièce usinée par CNC - qu'il s'agisse d'arbres, de boîtiers, de supports, de collecteurs ou de composants structurels - la base d'une fabrication fiable commence par une géométrie propre, des points de référence bien définis et des caractéristiques favorables à l'usinage qui minimisent les risques de re-serrage.
Nous prenons en charge les tolérances liées à la fonction (jusqu'à ±0,01 mm si nécessaire) et proposons des options d'inspection complètes, notamment des rapports CMM, des jauges de filetage et des vérifications de la finition de surface, afin de garantir la répétabilité du prototype à la production.
CONTACTEZ NOTRE EXPERT DÈS MAINTENANTGhost #3 : Syndrome de la coque lourde (l'inertie est l'ennemie du mouvement humanoïde)
Chez les humanoïdes, les grammes se multiplient. Une masse supplémentaire au niveau du poignet exige plus de couple au niveau du coude, ce qui exige plus au niveau de l'épaule, ce qui augmente la puissance et la charge thermique sur l'ensemble du bras.
De nombreux fournisseurs préconisent une épaisseur de paroi conservatrice, car les parois minces vibrent, se déforment et sont difficiles à fixer. Cela protège leur processus, mais pas votre robot.
Qu'est-ce qui ne va pas ?
- Les parois sont “ renforcées ” pour faciliter la fabrication.
- l'inertie augmente
- la réponse ralentit, la puissance augmente, la dérive thermique s'aggrave
- le robot “ semble ” moins contrôlable, même avec un bon code de contrôle
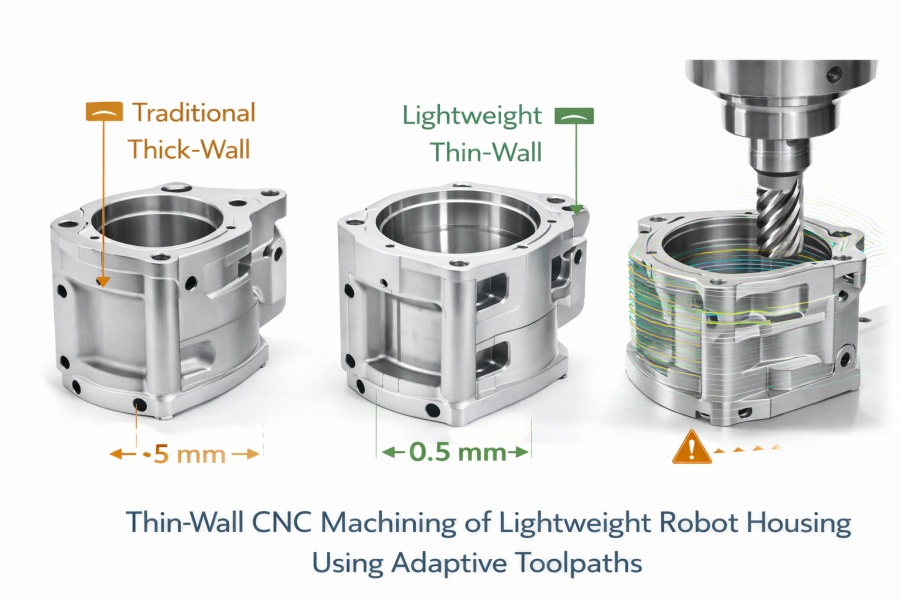
Comment nous usinons de manière fiable les pièces à parois minces
Usinage à grande vitesse + serrage adapté à la géométrie
Nous utilisons des choix de procédés qui rendent possible la fabrication de parois minces, notamment :
- mâchoires souples personnalisées / fixations dédiées
- trajectoires d'outils adaptatives pour réduire les pics de force de coupe
- séquençage tenant compte des contraintes (retirer le matériau de manière à éviter le gauchissement)
Quelle paroi mince est réaliste ?
Nous produisons régulièrement des boîtiers légers et des composants structurels pour robots qui nécessitent des sections minces. Dans certaines conceptions et certains alliages, il est possible d'obtenir des parois minces jusqu'à ~0,5 mm, mais la capacité finale dépend de la géométrie, de la stratégie de nervures et des cas de charge fonctionnels.
Conclusion pratique : Chez les humanoïdes, le “ poids lié à l'usinabilité ” devient souvent un frein caché à la stabilité et au contrôle.
Que faut-il envoyer pour obtenir une analyse DFM rapide et utile (afin que nous n'ayons pas à deviner) ?
Pour nous aider à identifier rapidement les interfaces présentant un risque de gigue, envoyez :
- STEP/Parasolid de la pièce (et pile d'assemblage si disponible)
- dessin avec GD&T (ou l'intention : ce qui doit être coaxial, ce qui doit être plat)
- informations sur le modèle de roulement/entraînement (type de siège, intention de précharge, méthode d'assemblage)
- plage de température cible (même une estimation approximative est utile)
- surfaces critiques : où vous mesurez le faux-rond, le jeu et l'ondulation du couple
Inspection et livrables que nous pouvons fournir (demandes courantes en matière de robotique)

En fonction de votre stade (prototype ou pilote), les équipes demandent généralement :
- Rapport CMM pour les relations de référence et les alésages/faces clés
- priorités d'inspection des premiers articles alignées sur les interfaces communes
- Documentation relative à la finition de surface pour les surfaces critiques en termes de frottement
- Notes de processus pour la répétabilité dans les petits lots
Arrêtez de déboguer la physique avec du code
Vous ne pouvez pas corriger un siège de roulement mal aligné à l'aide d'un PID. Vous ne pouvez pas filtrer la dérive causée par des ajustements instables en fonction de la température. Un mouvement humanoïde parfait commence par une géométrie qui respecte la cinématique et la physique.
À Dongguan Huade Precision Manufacturing Co., Ltd., Nous soutenons les équipes de robotique au-delà de la simple fabrication sur plan. Nous nous concentrons sur les interfaces qui déterminent si votre articulation est fluide, silencieuse et reproductible, afin que le réglage de votre logiciel reste pertinent.
Vous souhaitez obtenir une analyse technique DFM ?
Envoyez-nous vos fichiers STEP et vos exigences clés. Nos ingénieurs examineront vos interfaces critiques et vous feront part de leurs commentaires pratiques en matière d'usinage et d'inspection.
FAQ
FAQ 1 : Quels sont les problèmes mécaniques qui causent le plus souvent des vibrations articulaires chez les robots humanoïdes ?
Les plus courantes sont le désalignement des repères dans les sièges de roulements, les erreurs de relation entre l'alésage et la face, le micro-jeu résultant d'ajustements instables et la non-linéarité du frottement causée par l'accumulation géométrique.
FAQ 2 : Concentricité ou faux-rond : que dois-je spécifier pour les alésages de roulements ?
Si votre priorité est le comportement en rotation au niveau de l'interface assemblée, les contrôles liés au faux-rond sont souvent plus directement liés aux performances. Pour les empilements complexes, utilisez une stratégie de référence qui reflète la méthode d'assemblage et de mesure réelle.
FAQ 3 : Pourquoi la gigue n'apparaît-elle qu'après le préchauffage du robot ?
Les changements de température peuvent modifier les ajustements serrés, la précharge et le comportement de frottement. Même une faible dérive thermique peut entraîner des micro-mouvements ou modifier l'ondulation du couple, que le contrôleur amplifie à gain élevé.
FAQ 4 : Comment l'usinage CNC peut-il réduire les oscillations liées à la transmission harmonique ou à la boîte de vitesses ?
L'usinage de précision peut réduire les oscillations en stabilisant l'alignement entre les sièges de roulements, les supports de boîte de vitesses et les interfaces de sortie, ce qui réduit le frottement excentrique, le grippage et les ondulations de couple qui excitent la boucle de contrôle.
FAQ 5 : Les conceptions à parois minces peuvent-elles vraiment être usinées sans déformation ?
Oui, avec un serrage adéquat, des trajectoires d'outils appropriées et un séquençage tenant compte des contraintes. La faisabilité des parois minces dépend de la géométrie, de l'alliage, de la stratégie de nervurage et de la rigidité fonctionnelle requise.
FAQ 6 : Que dois-je envoyer pour obtenir une analyse DFM utile pour les pièces de robots humanoïdes ?
Envoyez le fichier STEP + le dessin (ou l'intention d'assemblage), les détails relatifs aux roulements/entraînements, la méthode d'assemblage, la plage de températures de fonctionnement, et mettez en évidence les données et surfaces critiques pour le contrôle du faux-rond/jeu.