Dans l'usinage CNC de précision, usinage de l'acétal est l'un des plastiques techniques les plus fiables et les plus stables sur le plan dimensionnel, mais il nécessite des stratégies expertes pour le contrôle des copeaux, la gestion de la chaleur et les revêtements d'outils afin d'éviter la fonte ou les copeaux filandreux. Des défis similaires se posent pour les usinage de l'ABS (gommeux et sensible à la chaleur) et usinage de l'acier à outils (haute température et abrasif), tandis que le PEHD pose des problèmes extrêmes d'enrobage des copeaux.
À Dongguan Huade Precision Manufacturing Co., Ltd.Nous avons affiné ces techniques sur des milliers de pièces, des composants médicaux en acétal aux moules en acier à outils, afin de garantir des finitions supérieures, des tolérances serrées et une durée de vie prolongée des outils.
Cet article compare l'usinabilité de l'acétal, de l'ABS, du PEHD et de l'acier à outils, en se concentrant sur les trois facteurs critiques : le contrôle des copeaux, la gestion de la chaleur et les revêtements d'outils, avec des études de cas réels de notre atelier.
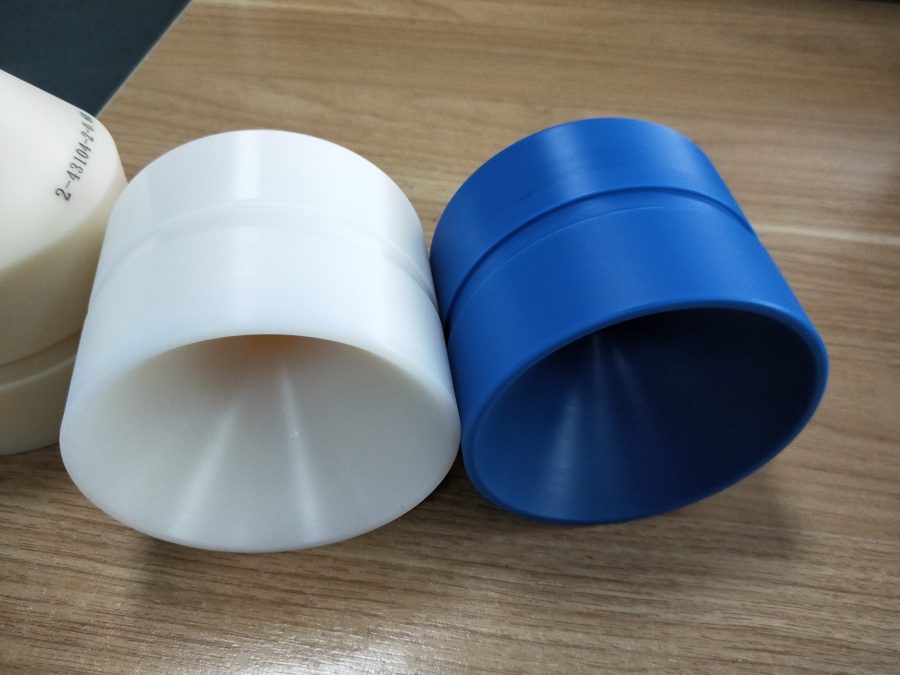
Tableau de comparaison rapide de l'usinabilité
| Matériel | Dureté | Conductivité thermique (W/m-K) | Type de puce typique | Sensibilité à la chaleur | Problèmes d'usinage courants |
|---|---|---|---|---|---|
| Acétal (POM) | M85-M94 | ~0.3 | Longues, filandreuses, continues | Haut | Fusion, déformation, copeaux filandreux |
| ABS | R105-R115 | ~0.2 | Gommeux, filandreux | Modérée-élevée | Fusion, bavures, accumulation de chaleur |
| PEHD | Côte D60-70 | ~0.4 | Très long, filandreux, collant | Faible | Enroulement des copeaux, blocage des outils |
| Acier à outils | 20-65 HRC (variable) | ~25-40 | Court, cassant, dur | Très élevé | Chaleur excessive, arête de construction (BUE) |
Les plastiques produisent des copeaux continus qui risquent de s'enrouler ou de fondre, tandis que l'acier à outils génère des copeaux chauds et abrasifs qui nécessitent une forte évacuation de la chaleur.
Usinage de l'acétal : Maîtriser les copeaux filandreux et les échauffements
Usinage de l'acétal (polyoxyméthylène/POM/Delrin) est apprécié pour sa faible friction, sa résistance et sa stabilité dans les engrenages, les roulements et les fixations. Cependant, sa faible conductivité thermique provoque une chaleur localisée rapide, risquant de faire fondre le matériau, de le déformer ou d'entraîner une mauvaise finition.
Stratégies de contrôle des puces L'acétal génère des copeaux longs et continus qui enveloppent les outils ou rayent les surfaces. Utilisez des outils en carbure tranchants et à forte démultiplication (à goujure en O ou à goujure simple) avec des brise-copeaux. Des vitesses de broche élevées (300-500 m/min ou 10 000-18 000 tr/min) et des avances modérées produisent des copeaux plus épais et cassables. Les jets d'air comprimé ou l'évacuation par le vide évitent les reprises de coupe.
Gestion de la chaleur Privilégier le refroidissement par air ou par brouillard (éviter l'inondation pour prévenir l'absorption). Pré-sécher le stock dans les environnements humides pour minimiser la dérive induite par l'humidité.
Revêtements recommandés pour les outils Le diamant polycristallin (PCD) offre une friction et une résistance à la chaleur très faibles. Le carbure tranchant non revêtu donne de bons résultats ; les revêtements DLC réduisent l'adhérence pour les gros volumes.
Étude de cas réel : Engrenages de précision en acétal pour l'équipement médical L'été dernier, MediTech GmbH, un fabricant allemand d'appareils médicaux, nous a contactés par l'intermédiaire de l'ingénieur de projet M. Hans Müller pour 10 000 engrenages de précision en acétal utilisés dans les entraînements de ventilateurs. Le fournisseur précédent devait faire face à de longs copeaux enveloppant les outils, causant des rayures et des écarts de 0,05 mm avec un taux de rebut de 18%.

Nous avons appliqué des fraises à simple cannelure revêtues de PCD à 15 000 tr/min, avec une avance de 0,08 mm/dent, ainsi qu'une extraction à l'air sous haute pression et sous vide. Les rebuts sont tombés en dessous de 2%, Ra a atteint 0,4 μm, les tolérances se sont maintenues à ±0,01 mm et la livraison a été raccourcie de 25%. M. Müller compte désormais sur nous pour des commandes répétées.
Usinage de l'ABS : équilibre entre sensibilité à la chaleur et qualité de surface
Usinage de l'ABS (acrylonitrile butadiène styrène) convient aux boîtiers, prototypes et biens de consommation rentables et résistants aux chocs. Il s'usine proprement mais est sensible à la chaleur, ce qui peut entraîner un gommage ou des bavures.
Stratégies de contrôle des puces L'ABS forme des copeaux gommeux et adhésifs. Les fraises en carbure à hélice élevée, à simple ou double cannelure, facilitent l'évacuation. Les avances élevées (0,05-0,15 mm/dent) à 6 000-18 000 tr/min éliminent rapidement les copeaux et minimisent les frottements.
Gestion de la chaleur Utiliser des jets d'air ou du liquide de refroidissement en brouillard ; les vitesses élevées transfèrent la chaleur aux copeaux. Les passes peu profondes (0,5-2 mm) empêchent le maintien et la fusion.
Revêtements recommandés pour les outils Le carbure non revêtu ou TiAlN/DLC réduit la friction. Le TiAlN gère la chaleur pour des courses plus rapides.
Étude de cas en situation réelle : Boîtiers ABS pour prototypes automobiles AutoForge Inc, un équipementier automobile américain, avait besoin de 2 000 boîtiers prototypes en ABS pour son responsable des achats, Mme Emily Chen. La chaleur faisait fondre et bavait les parois minces, ce qui retardait les essais. Des outils revêtus de TiAlN à 12 000 tr/min avec une avance de 0,10 mm/dent et un refroidissement par brouillard ont éliminé les bavures, offrant des finitions brillantes Ra 0,8 μm. Les pièces ont été assemblées en première série, ce qui a permis d'accélérer la validation de deux semaines.
Usinage du PEHD : s'attaquer à l'enrobage extrême des copeaux
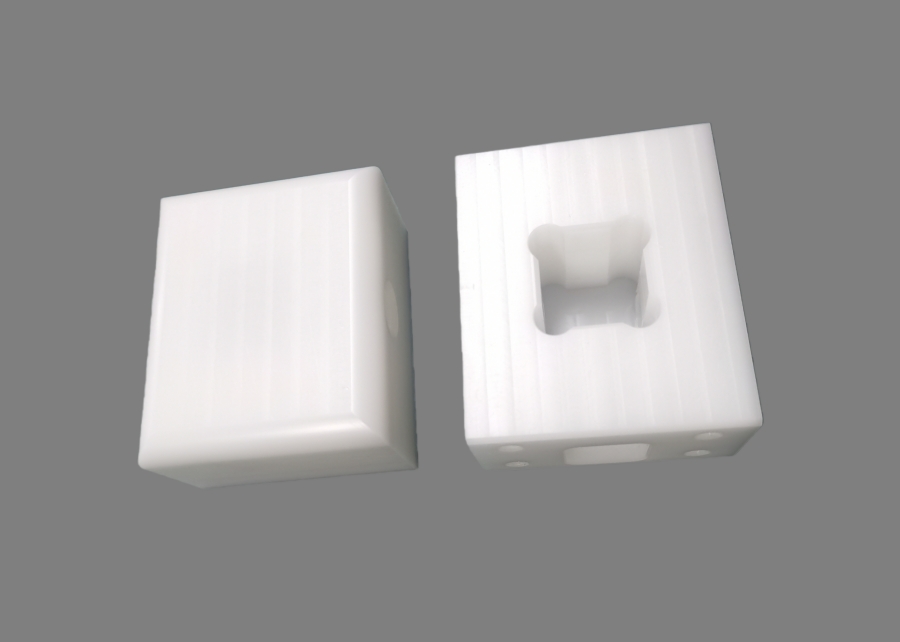
Le PEHD excelle dans les réservoirs, les guides et les pièces d'usure robustes et résistants aux produits chimiques. Sa souplesse permet de créer des copeaux longs et collants qui s'enroulent de manière agressive.
Stratégies de contrôle des puces L'évacuation est essentielle - utilisez des outils à goujure simple ou à goujure double ultra-affûtés et à forte démultiplication. Maximisez la vitesse de rotation avec des charges de copeaux légères, des jets d'air agressifs ou le vide. Les brise-copeaux fragmentent les cordes.
Gestion de la chaleur Chaleur minimale due au faible frottement, mais les copeaux piégés fondent localement. Le refroidissement par air fonctionne bien ; éviter l'excès de liquide de refroidissement.
Revêtements recommandés pour les outils Carbure tranchant DLC ou non revêtu pour une friction minimale.
Étude de cas réel : Rails de guidage en PEHD pour les équipements de transformation des aliments Mme Sarah Lee, ingénieur chez Pacific FoodTech LLC, a signalé que des copeaux “ressemblant à des nouilles” enveloppaient les outils toutes les quelques minutes sur les rails HDPE, gonflant les temps de cycle à 8 minutes/pièce. Des outils à goujure en O revêtus de DLC ultra-affûtés à vitesse de rotation maximale, une faible charge de copeaux et des jets d'air à angles multiples ont permis de réduire les cycles à 3,5 minutes sans aucun emballage sur 5 000 pièces, sans aucune réclamation, ce qui a débouché sur un contrat de suivi.

Usinage de l'acier à outils : gestion de la chaleur élevée et des copeaux durs
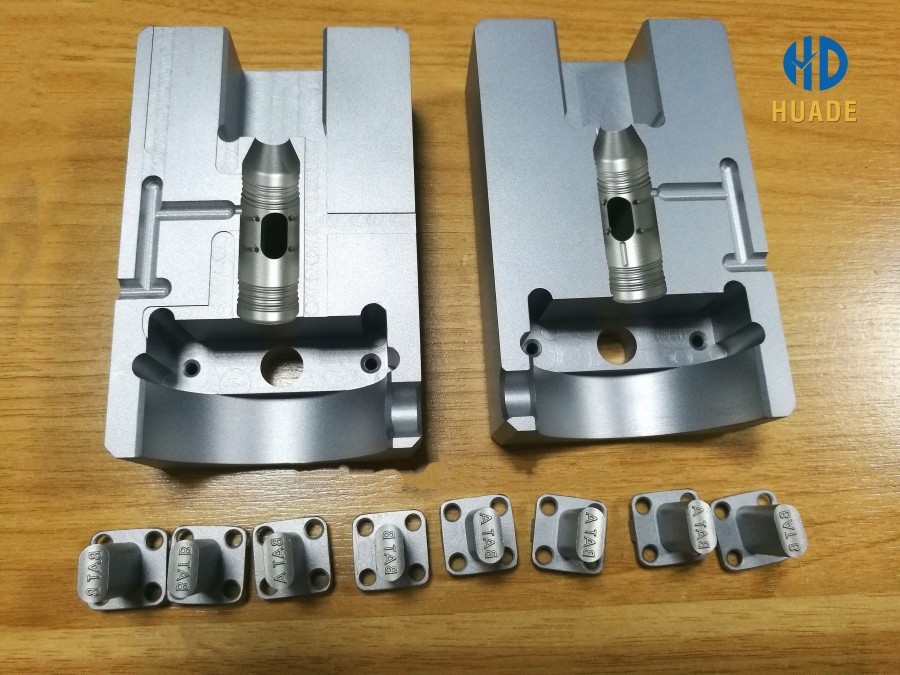
Usinage de l'acier à outils (par exemple, D2, A2, O1) est essentielle pour les moules, les poinçons et les matrices. Une dureté élevée génère une chaleur intense et des copeaux courts et abrasifs.
Stratégies de contrôle des puces Les copeaux fragiles et chauds nécessitent des fraises en carbure à 4-6 goujures avec des séparateurs. Des vitesses et des avances modérées empêchent la formation de BUE ; le liquide de refroidissement à haute pression ou à travers l'outil élimine les débris.
Gestion de la chaleur Il est obligatoire d'utiliser un liquide de refroidissement à haute pression. Les puces doivent transporter environ 75% de chaleur (les puces bleues-violettes indiquent une vitesse optimale).
Revêtements recommandés pour les outils TiAlN ou AlTiN forment des barrières résistantes à la chaleur. L'AlCrN convient aux extrêmes.
Étude de cas réel : Poinçons de précision en acier D2 pour moules à injection Le directeur de Dongguan Hongda Mold Co, Ltd, M. Zhang, avait besoin de 500 poinçons D2 à 58 HRC. La chaleur a réduit la durée de vie de l'outil à 50 pièces/outil avec un écaillage des arêtes. Le carbure revêtu d'AlTiN, le liquide de refroidissement à haute pression à travers l'outil et les paramètres d'évitement des BUE ont triplé la durée de vie, qui est passée à plus de 150 pièces/outil. Les tolérances sont restées à ±0,005 mm, ce qui a permis de réussir les tests de durée de vie des moules et de réduire les temps d'arrêt et les coûts.
Principales comparaisons et meilleures pratiques universelles
- Contrôle de la puce: Les matières plastiques exigent des outils tranchants, à forte traction + air/vide ; l'acier à outils a besoin d'une cannelure multiple + un liquide de refroidissement.
- Gestion de la chaleur: Les plastiques utilisent la vitesse/l'alimentation + l'air ; les métaux nécessitent le rejet du liquide de refroidissement.
- Revêtements d'outils: PCD/DLC pour les plastiques (faible frottement) ; TiAlN/AlTiN pour l'acier à outils (haute température).
Conseils : Utilisez des outils pointus, optimisez la charge de copeaux, contrôlez visuellement les copeaux et répétez les paramètres.
Conclusion
Maîtriser usinage de l'acétal, Le contrôle des copeaux, la gestion de la chaleur et les revêtements sont des éléments essentiels à l'obtention de résultats fiables et de haute précision dans les domaines de l'acier, de l'ABS, du PEHD et de l'acier à outils. Ces études de cas montrent comment la bonne approche permet d'obtenir des résultats fiables et de haute précision.
À Dongguan Huade Precision Manufacturing Co., Ltd., Notre équipe excelle dans la fabrication de pièces usinées par CNC dans tous ces matériaux, des prototypes à la production. Vous êtes confronté à des problèmes de copeaux d'acétal, de bavures d'ABS, d'emballage de HDPE ou de chaleur d'acier à outils ? Contactez-nous pour obtenir des conseils d'experts, des devis et des solutions optimisées. Améliorons votre prochain projet !