Siamo onesti: quando un robot umanoide ha un sussulto in una posa statica, la maggior parte dei team dà la colpa al software.
Ma in Lavorazione CNC per robot umanoidi, I minuscoli errori di origine e di accoppiamento possono creare ondulazioni di attrito e micro-rilievi che nessun regolatore è in grado di nascondere completamente.
Avete messo a punto l'anello di coppia, perfezionato i guadagni PID e convalidato il movimento in simulazione. Poi il vostro robot umanoide assume una posa statica e il braccio inizia a tremare. Il primo istinto è sempre rivolto al software: rumore dell'encoder, gioco dell'azionamento, larghezza di banda del controllore, filtraggio.
Ma nei sistemi umanoidi reali, il jitter dei giunti è spesso l'anello di controllo che combatte contro errori hardware che sono “piccoli sulla carta” e massicci nella cinematica.

Esperto di produzione CNC con oltre 15 anni di esperienza. William aiuta i team di progettazione a trasformare i prototipi in pezzi di produzione stabili attraverso l'ottimizzazione del DFM, la pianificazione delle tolleranze, la selezione delle strategie di lavorazione e il controllo di qualità guidato dalle ispezioni.
william@hdproto.comPer qualsiasi pezzo lavorato a CNC - che si tratti di alberi, alloggiamenti, staffe, collettori o componenti strutturali - le fondamenta di una produzione affidabile iniziano con una geometria pulita, con coordinate ben definite e con caratteristiche di facile lavorazione che riducono al minimo i rischi di reimpostazione.
Supportiamo tolleranze guidate dalla funzione (fino a ±0,01 mm, se necessario) e offriamo opzioni di ispezione complete, tra cui rapporti CMM, calibri per filettature e verifica della finitura superficiale per garantire la ripetibilità dal prototipo alla produzione.
CONTATTA SUBITO IL NOSTRO ESPERTOA Dongguan Huade Precision Manufacturing Co., Ltd., supportiamo i team di robotica con la lavorazione CNC di parti di robot umanoidi, in particolare alloggiamenti di attuatori, sedi di cuscinetti, collegamenti di uscita e interfacce di precisione che decidono se un giunto è “vivo” o “nervoso”.”
Riepilogo tecnico rapido (per ingegneri e motori di ricerca)
Questo articolo si concentra sulle cause meccaniche alla base del jitter delle articolazioni dei robot umanoidi e su come la lavorazione CNC di precisione le riduca: Strategia di riferimento GD&T, concentricità/out del foro del cuscinetto, lavorazione a 5 assi con impostazione singola, ispezione CMM, effetti della dilatazione termica sugli accoppiamenti per interferenza e lavorazione ad alta velocità di pareti sottili. per la riduzione del peso.
Il vero problema: i “fantasmi dell'hardware” che appaiono bene nei disegni
Una tipica pila di giunti non è un unico elemento: è una catena:
Sede del cuscinetto → Interfaccia dell'albero dell'attuatore → Trasmissione armonica / montaggio del riduttore → Collegamento in uscita
Quando un'interfaccia è leggermente fuori asse o fuori piano, il giunto può ancora “assemblarsi”, ma non funziona in modo fluido. Il controllore compensa in tempo reale e ciò che si osserva come jitter è spesso un legame meccanico, un micro-rilascio o una deriva dell'accoppiamento dovuta alla temperatura.
Di seguito sono riportati tre “fantasmi hardware” che vediamo ripetutamente nei progetti di lavorazione di robot umanoidi e come li eliminiamo.
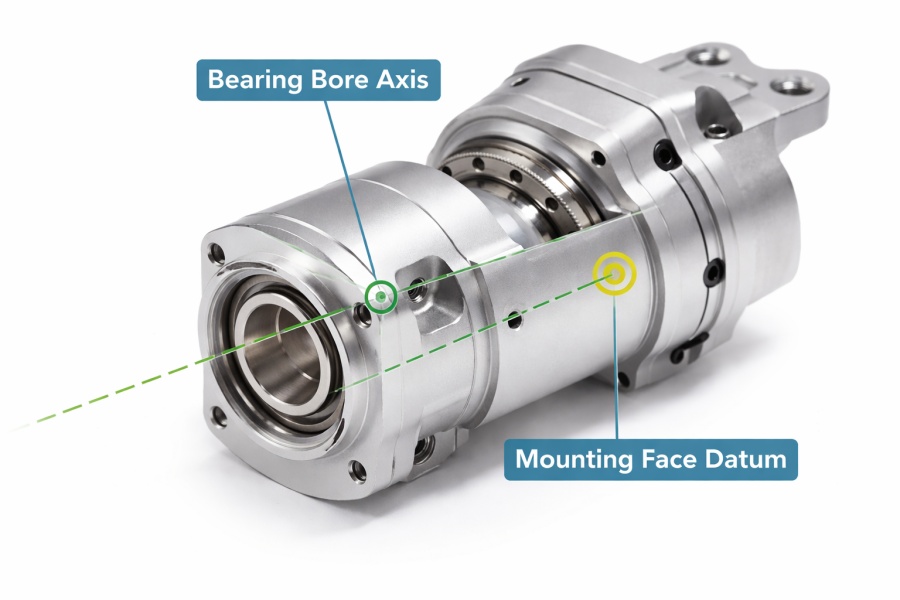
Ghost #1: Errori di impilamento (dove la GD&T incontra la cinematica)
La maggior parte delle officine tratta un foro come un elemento isolato: “Ø20 H7, il perno si inserisce, fatto”. In un arto umanoide ad alta DoF, quello stesso foro è un elemento critico in una catena cinematica di precisione.
Cosa non va
Anche un piccolo errore di correlazione tra l'asse del foro di un cuscinetto e la superficie di montaggio può creare un problema:
- attrito eccentrico durante la rotazione
- ondulazione periodica della coppia
- stiction non lineare (stick-slip) che innesca le oscillazioni del controllo
È possibile che la giunzione si comporti “bene” in un'area e che presenti invece un jitter in un'altra, perché l'errore è geometrico, non algoritmico.
Sintomi comuni che gli ingegneri notano
- Picchi di corrente che non corrispondono alla simulazione (coppia extra necessaria per superare il vincolo)
- Oscillazione a bassa frequenza sotto carico (anello di controllo che combatte la variazione dell'attrito meccanico)
- Breve durata dei cuscinetti (carico anomalo da disallineamento)
Come lo lavoriamo noi di Huade
Non lavoriamo “buchi”. Lavoriamo sistemi di dati.
Lavorazione in un'unica soluzione per i dati critici
Per parti come gli alloggiamenti degli attuatori, preferiamo lavorare i fori dei cuscinetti, le facce di montaggio, le scanalature delle guarnizioni e gli elementi di allineamento in una configurazione singola a 5 assi ogni volta che è possibile. Un minor numero di riapplicazioni significa un minor numero di errori composti.
Verifica CMM legata alla GD&T
Verifichiamo la geometria rispetto all'intento del disegno, in particolare le relazioni che contano nelle giunzioni robotiche (asse-faccia, faccia-faccia, foro-foro). Se il disegno fa riferimento alla GD&T ASME Y14.5, allineiamo la strategia di ispezione a tale intento.
Un'idea pratica da prendere in considerazione: Se un'articolazione presenta un'oscillazione a posa fissa, verificare Allineamento dell'asse del foro, perpendicolarità/piattezza delle facce di montaggio e deflussi/concentricità prima di riscrivere il codice.
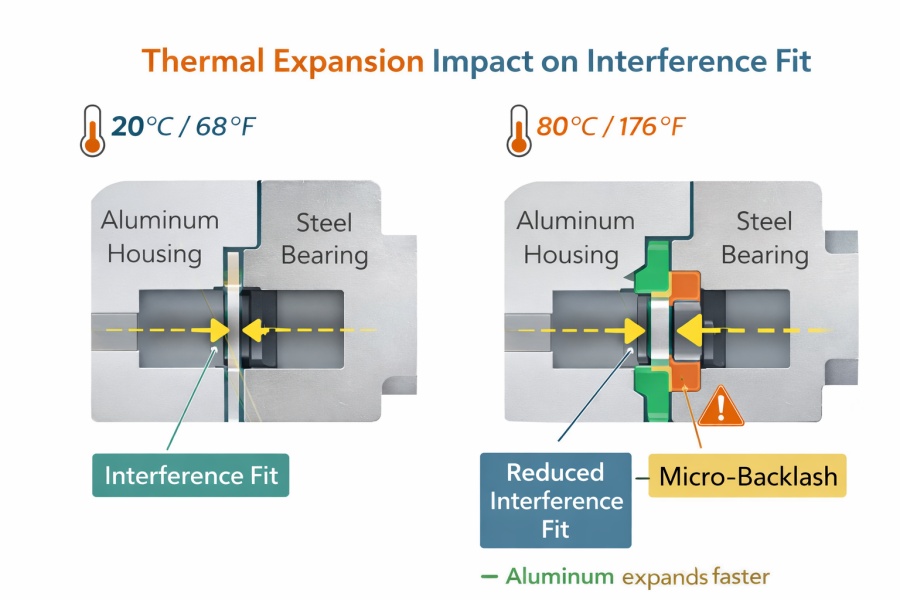
Ghost #2: Deriva dell'espansione termica (adattamenti dell'interferenza che non rimangono tali)
Le articolazioni umanoidi sono termicamente dense. I motori e gli azionamenti generano rapidamente calore e gli alloggiamenti sigillati possono aumentare la temperatura durante il movimento continuo.
Cosa non va
Un accoppiamento a pressione che sembra perfetto a temperatura ambiente può cambiare quando il giunto si riscalda. L'alluminio e l'acciaio si espandono a velocità diverse e questo può trasformare un accoppiamento stretto in un micro-rimbalzo o spostare il precarico in modo tale da modificare il comportamento dell'attrito.
Come si presenta in fase di test
- Il robot si sente “stabile” quando è freddo
- Il jitter appare dopo il riscaldamento o durante i cicli ripetuti
- Le prestazioni variano da una sessione all'altra anche con impostazioni di controllo identiche
Come riduciamo il rischio di termofissazione
Revisione DFM che pone domande di fisica
Invece di seguire ciecamente la tolleranza di un PDF, chiediamo:
- Qual è l'intervallo di temperatura stimato per il giunto?
- La sede del cuscinetto si trova in una cavità impregnata di calore o vicino allo statore del motore?
- L'accoppiamento ha lo scopo di mantenere il precarico, prevenire lo scorrimento o controllare i micromovimenti?
Opzioni di strategia di adattamento (a seconda dell'architettura)
A seconda della vostra strategia di assemblaggio e di servizio, siamo in grado di supportarvi:
- controllo più stretto delle dimensioni e della rotondità del foro per stabilizzare il comportamento del press-fit
- strategie di finitura superficiale per ridurre il microscivolamento
- aggiustamenti progettuali (se appropriati) per rendere l'accoppiamento stabile a seconda della temperatura
Aiuto termico passivo senza penalizzare il peso
Per alcuni alloggiamenti di attuatori, i team scelgono di aggiungere Caratteristiche della microfinestra esterna integrata per aumentare la superficie di raffreddamento passivo: nessuna staffa aggiuntiva, nessun peso aggiuntivo per il montaggio, solo una geometria più intelligente.
Un'idea pratica da prendere in considerazione: Se il jitter compare “dopo il riscaldamento”, si tratta innanzitutto di un problema termico-meccanico e non di un problema del controllore.
Esperto di produzione CNC con oltre 15 anni di esperienza. William aiuta i team di progettazione a trasformare i prototipi in pezzi di produzione stabili attraverso l'ottimizzazione del DFM, la pianificazione delle tolleranze, la selezione delle strategie di lavorazione e il controllo di qualità guidato dalle ispezioni.
william@hdproto.comPer qualsiasi pezzo lavorato a CNC - che si tratti di alberi, alloggiamenti, staffe, collettori o componenti strutturali - le fondamenta di una produzione affidabile iniziano con una geometria pulita, con coordinate ben definite e con caratteristiche di facile lavorazione che riducono al minimo i rischi di reimpostazione.
Supportiamo tolleranze guidate dalla funzione (fino a ±0,01 mm, se necessario) e offriamo opzioni di ispezione complete, tra cui rapporti CMM, calibri per filettature e verifica della finitura superficiale per garantire la ripetibilità dal prototipo alla produzione.
CONTATTA SUBITO IL NOSTRO ESPERTOGhost #3: Sindrome del guscio pesante (L'inerzia è nemica del movimento umanoide)
Negli umanoidi, i grammi si moltiplicano. La massa in più al polso richiede più coppia al gomito, che ne richiede di più alla spalla, il che aumenta la potenza e il carico termico di tutto il braccio.
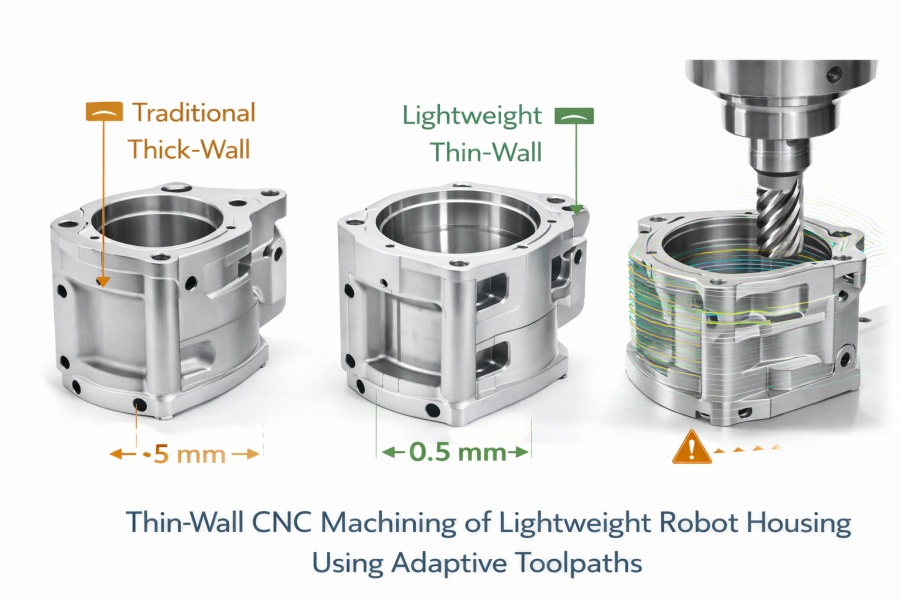
Molti fornitori spingono per uno spessore di parete conservativo, perché le pareti sottili si rompono, si deformano e sono difficili da fissare. Questo protegge il loro processo, non il vostro robot.
Cosa non va
- Le pareti vengono “rinforzate” per la producibilità
- l'inerzia sale
- la risposta rallenta, la potenza aumenta, la deriva termica peggiora
- il robot “si sente” meno controllabile anche con un buon codice di controllo
Come lavoriamo i pezzi a parete sottile in modo affidabile
Lavorazione ad alta velocità + attrezzature che si adattano alla geometria
Utilizziamo scelte di processo che rendono fattibili le pareti sottili, tra cui:
- ganasce morbide personalizzate / attrezzature dedicate
- percorsi utensile adattivi per ridurre i picchi di forza di taglio
- sequenziamento consapevole delle sollecitazioni (rimozione del materiale in modo da evitare deformazioni)
Che cosa è il muro sottile è realistico
Produciamo regolarmente alloggiamenti leggeri e componenti strutturali per robot che richiedono sezioni sottili. In alcune progettazioni e leghe, è possibile ottenere pareti sottili fino a ~0,5 mm, ma la capacità finale dipende dalla geometria, dalla strategia delle nervature e dai casi di carico funzionali.
Un'idea pratica da prendere in considerazione: Negli umanoidi, il “peso determinato dalla macchinabilità” diventa spesso una tassa nascosta sulla stabilità e sul controllo.
Cosa inviare per una revisione DFM rapida e utile (per evitare di tirare a indovinare)
Per aiutarci a identificare rapidamente le interfacce a rischio jitter, inviate:
- STEP/Parasolid del pezzo (e della pila di accoppiamento, se disponibile)
- disegno con GD&T (o l'intento: cosa deve essere coassiale, cosa deve essere piatto)
- informazioni sul cuscinetto/modello di azionamento (tipo di sede, intento di precarico, metodo di montaggio)
- intervallo di temperatura target (anche una stima approssimativa è utile)
- superfici critiche: dove si misurano runout, gioco e ondulazione della coppia
Ispezione e prodotti che possiamo fornire (richieste tipiche della robotica)

A seconda della fase in cui ci si trova (prototipo o pilota), i team richiedono comunemente:
- Rapporto CMM per relazioni di origine e fori/superfici chiave
- priorità di ispezione del primo articolo allineate alle interfacce comuni
- documentazione della finitura superficiale per superfici critiche per l'attrito
- note di processo per la ripetibilità in piccoli lotti
Stop al debug della fisica con il codice
Non è possibile risolvere con il PID un problema di disallineamento della sede del cuscinetto. Non si può filtrare la deriva causata da accoppiamenti instabili a seconda della temperatura. Il grande movimento umanoide inizia con una geometria che rispetta la cinematica e la fisica.
A Dongguan Huade Precision Manufacturing Co., Ltd., supportiamo i team di robotica non solo per il "make-to-print", ma anche per le interfacce che decidono se il giunto è fluido, silenzioso e ripetibile. Ci concentriamo sulle interfacce che decidono se il giunto è fluido, silenzioso e ripetibile, in modo che la messa a punto del software rimanga significativa.
Volete una revisione tecnica del DFM?
Inviate i vostri file STEP e i requisiti principali. I nostri ingegneri esamineranno le interfacce critiche dei vostri giunti e condivideranno un feedback pratico sulla lavorazione/ispezione.
FAQ
FAQ 1: Quali sono i problemi meccanici che più comunemente causano il jitter dei giunti nei robot umanoidi?
I più comuni sono il disallineamento dell'origine nelle sedi dei cuscinetti, gli errori di relazione foro-faccia, i micro-rilassamenti dovuti a accoppiamenti instabili e la non linearità dell'attrito causata dall'impilamento geometrico.
FAQ 2: Concentricità vs. runout: cosa devo specificare per gli alesaggi dei cuscinetti?
Se la priorità è il comportamento rotazionale all'interfaccia assemblata, i controlli relativi al runout sono spesso più direttamente legati alle prestazioni. Per le pile complesse, utilizzare una strategia di riferimento che rifletta il metodo di assemblaggio e di misurazione reale.
FAQ 3: Perché il jitter compare solo dopo il riscaldamento del robot?
Le variazioni di temperatura possono alterare l'interferenza, il precarico e il comportamento dell'attrito. Anche una piccola deriva termica può introdurre micromovimenti o modificare l'ondulazione della coppia, che il controllore amplifica con un guadagno elevato.
FAQ 4: In che modo la lavorazione CNC può ridurre l'oscillazione armonica della trasmissione o del riduttore?
La lavorazione di precisione può ridurre l'oscillazione stabilizzando l'allineamento tra le sedi dei cuscinetti, i supporti della scatola del cambio e le interfacce di uscita, riducendo l'attrito eccentrico, il binding e l'ondulazione della coppia che eccitano l'anello di controllo.
FAQ 5: I progetti a parete sottile possono davvero essere lavorati senza deformazioni?
Sì, con le giuste lavorazioni, i percorsi utensile e il sequenziamento consapevole delle sollecitazioni. La fattibilità delle pareti sottili dipende dalla geometria, dalla lega, dalla strategia delle nervature e dalla rigidità funzionale richiesta.
FAQ 6: Cosa devo inviare per ottenere una revisione DFM utile per le parti di robot umanoidi?
Inviare il disegno STEP + (o l'intento di accoppiamento), i dettagli di cuscinetti/azionamento, il metodo di assemblaggio, l'intervallo di temperatura di esercizio ed evidenziare i dati e le superfici critiche del giunto per il controllo del runout/backlash.