Il blocco del collettore sembra semplice: un blocco rettangolare con porte e passaggi forati. In realtà, si tratta di un “regolatore di traffico” a pressione per fluidi, aria, vuoto o grasso. Quando è lavorato bene, i sistemi funzionano in modo pulito, stabile e senza perdite. Quando è lavorato male, i sintomi possono essere brutali: misteriose perdite di pressione, comportamento intermittente delle valvole, contaminazione e perdite che compaiono solo dopo alcuni cicli di riscaldamento.
Questa guida spiega la lavorazione del blocco del collettore da una prospettiva ingegneristica: come pensare alla progettazione, alla strategia di lavorazione, alla sigillatura, alla sbavatura, alla pulizia e all'ispezione in modo che il collettore funzioni in modo affidabile in condizioni reali.

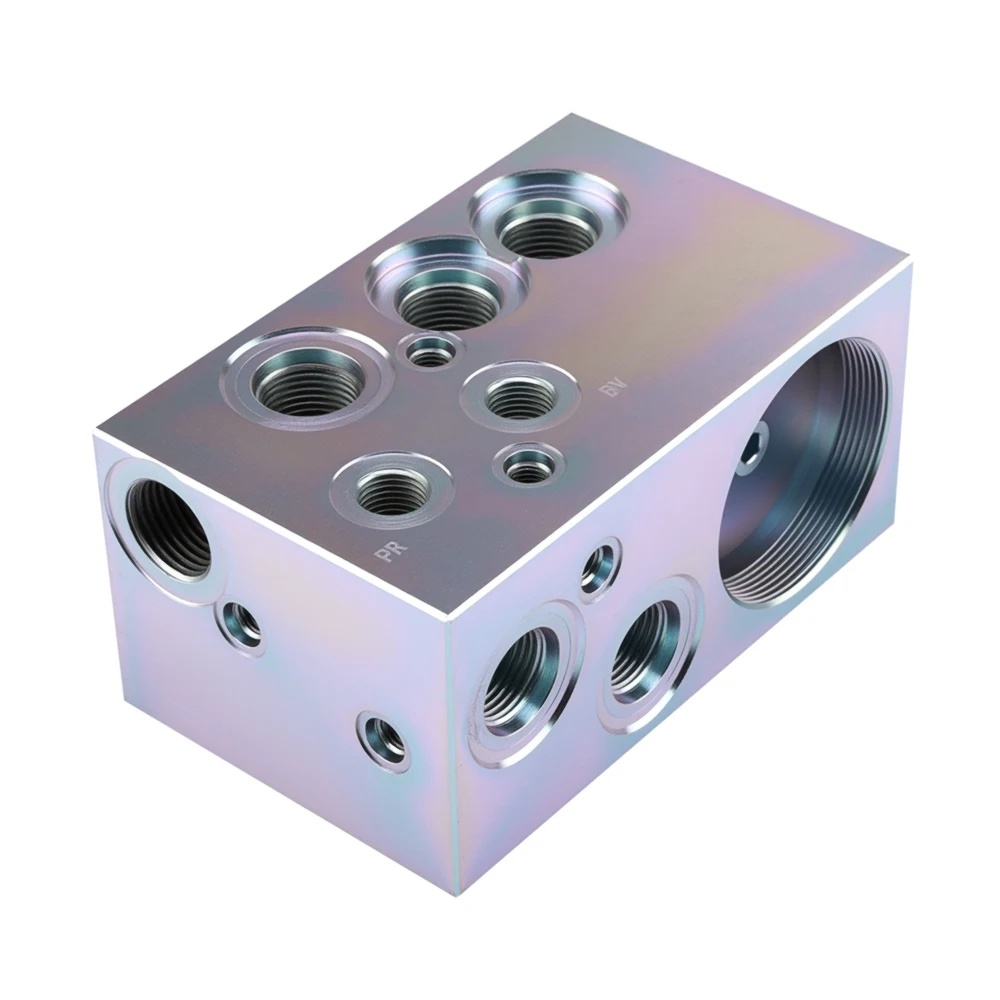
Cos'è il blocco del collettore e perché è importante
A blocco del collettore è un componente lavorato che convoglia il flusso tra pompe, valvole, attuatori, sensori e serbatoi. Invece di utilizzare molti raccordi e tubi, un manifold integra passaggi e porte in un unico pezzo compatto. I vantaggi sono evidenti - meno punti di perdita, imballaggio più stretto, assemblaggio più rapido - ma anche i rischi sono maggiori, perché un singolo difetto interno può compromettere l'intero sistema.
A differenza di molte parti in cui l'estetica è più importante, i blocchi dei collettori sono giudicati in base ai risultati funzionali: flusso stabile, tenuta costante e passaggi interni puliti. Il processo di lavorazione deve dare priorità a questi risultati, non solo alle dimensioni di base.
Tipi comuni di blocchi manifold (idraulici, pneumatici, aria, vuoto, grasso)
Mezzi diversi creano modalità di guasto diverse. Conoscere l'applicazione in anticipo guiderà la selezione dei materiali, gli standard delle porte, la progettazione delle tenute e i metodi di ispezione.
Blocco del collettore idraulico
Alta pressione, sensibilità alla contaminazione da olio e cicli termici. Il controllo della bava, la qualità della superficie di tenuta e la pulizia sono fondamentali.
Blocco manifold pneumatico
Pressione più bassa ma spesso frequenza di ciclo più elevata. Le piccole perdite sono comuni e possono essere difficili da diagnosticare. La qualità della filettatura della porta e l'integrità della scanalatura dell'O-ring sono importanti.
Blocco del collettore dell'aria
Utilizzato per la distribuzione e il bilanciamento. La scorrevolezza del percorso del flusso e la coerenza della geometria delle porte sono più importanti delle tolleranze ultra-rigide ovunque.
Blocco del collettore del vuoto
Le prestazioni a tenuta stagna sono fondamentali. Piccole bave, graffi o porosità possono trasformarsi in vere e proprie perdite di vuoto anche quando il pezzo sembra perfetto.
Ingrassare il blocco del collettore
Sensibile all'intasamento. Trucioli o bave interne possono migrare e bloccare i canali, causando una lubrificazione non uniforme e l'usura delle apparecchiature.
Regole di progettazione del blocco del collettore che gli ingegneri dovrebbero fissare in anticipo
Molti problemi di versatilità iniziano nella fase di progettazione, non perché il progetto sia “sbagliato”, ma perché il disegno non comunica ciò che conta di più. I risultati migliori si ottengono quando l'intento progettuale è chiaro.
Layout delle porte, percorsi di flusso e perdite di carico
Un collettore non è solo “fori che si collegano a fori”. Il posizionamento delle porte e il percorso dei passaggi influenzano la caduta di pressione, il bilanciamento del flusso e il tempo di risposta. Le transizioni brusche, le fasce sottili o le intersezioni scomode tra i fori possono creare turbolenze o intrappolare detriti.
Se le prestazioni sono sensibili, è utile identificare i percorsi di flusso critici. Questi passaggi potrebbero richiedere transizioni più fluide, una strategia di foratura più controllata o una verifica supplementare della pulizia.
Standard di filettatura e metodi di tenuta (O-ring, guarnizione frontale, NPT/BSPP)
Prima di definire le porte, decidere come sigillare il sistema.
Le porte e le guarnizioni frontali basate su O-ring tendono ad essere più ripetibili e di facile manutenzione. Le filettature coniche possono funzionare, ma sono più sensibili alle variazioni di lavorazione e alla tecnica di assemblaggio. Se il vostro manifold utilizza standard misti (ad esempio, BSPP + ORB + NPT su diverse interfacce), documentatelo chiaramente. La “confusione delle filettature” è una causa comune di perdite sul campo.
È inoltre opportuno segnalare le porte che devono rimanere prive di bave all'ingresso e nelle intersezioni interne, soprattutto quando le guarnizioni e le sedi sono delicate.
Datum, planarità e vie di fuga
I blocchi del manifold spesso montano valvole, piastre, sensori o sottogruppi. Le facce di tenuta e di montaggio devono essere vincolate a uno schema di riferimento che renda affidabile l'assemblaggio.
La planarità e il parallelismo delle facce di tenuta non sono requisiti estetici: definiscono se gli O-ring e le guarnizioni si caricheranno in modo uniforme. Un manifold può superare i controlli dimensionali di base e tuttavia fallire in servizio se una faccia di tenuta presenta un'onda sottile, segni di utensili nella direzione sbagliata o una bava vicino a una scanalatura.
Processo di lavorazione CNC per blocchi di collettori
Un blocco manifold può sembrare facile sulla carta ma difficile nella produzione. La differenza tra successo e frustrazione si riduce spesso alla strategia di foratura, al controllo delle bave e alla disciplina di pulizia.
Strategia di foratura, foratura incrociata, alesatura e sbavatura
I passaggi incrociati sono il cuore della maggior parte dei blocchi di manifold e anche il rischio maggiore. Ogni intersezione è un'opportunità per una bava, e ogni bava è un futuro evento di contaminazione o una restrizione del flusso.
Un piano solido di solito comprende:
- Una sequenza di foratura studiata per ridurre le dimensioni delle bave nelle intersezioni
- Scelta appropriata degli utensili per fori profondi e fori trasversali
- Alesatura dove necessario per interfacce di valvole di precisione o accoppiamenti critici
- Un processo di sbavatura interno definito (non “sbavare secondo necessità”)
- Fasi di verifica per le geometrie ad alto rischio (ad esempio, controlli al telescopio su passaggi critici)
L'obiettivo non è solo quello di “non avere bordi taglienti”, ma anche di non avere trucioli o bave di piume che si staccano.
Finitura superficiale delle superfici di tenuta
Le facce di tenuta meritano un approccio di lavorazione dedicato. Una faccia può essere piana ma non sigillare bene se la finitura superficiale è sbagliata per il metodo di tenuta o se i segni di lavorazione sono orientati in modo da favorire le vie di fuga.
Per le facce di montaggio delle valvole e le interfacce guarnizione/anello, i requisiti di finitura superficiale devono corrispondere al tipo di tenuta, al campo di pressione e ai cicli di smontaggio previsti. Se l'assemblaggio si basa su una compressione costante, la qualità della superficie è un requisito prestazionale, non estetico.
Pulizia e controllo della contaminazione
La qualità di un blocco manifold è pari alla sua pulizia interna. Anche un blocco perfettamente lavorato può fallire se i trucioli rimangono all'interno e successivamente migrano nelle valvole, o se la contaminazione dell'assemblaggio danneggia le guarnizioni.
Un vero e proprio piano di pulizia comprende in genere:
- Fasi di evacuazione dei trucioli durante la lavorazione
- Pulizia interna finale con metodi convalidati
- Asciugatura che previene residui e corrosione
- Imballaggio che mantiene pulite le porte e i passaggi fino al montaggio
- Documentazione quando l'applicazione è sensibile alla contaminazione
Per le applicazioni idrauliche e a vuoto, la pulizia interna deve essere trattata come parte della produzione, non come un ripensamento successivo al processo.

Esperto di produzione CNC con oltre 15 anni di esperienza. William aiuta i team di progettazione a trasformare i prototipi in pezzi di produzione stabili attraverso l'ottimizzazione del DFM, la pianificazione delle tolleranze, la selezione delle strategie di lavorazione e il controllo di qualità guidato dalle ispezioni.
william@hdproto.comPer qualsiasi pezzo lavorato a CNC - che si tratti di alberi, alloggiamenti, staffe, collettori o componenti strutturali - le fondamenta di una produzione affidabile iniziano con una geometria pulita, con coordinate ben definite e con caratteristiche di facile lavorazione che riducono al minimo i rischi di reimpostazione.
Supportiamo tolleranze guidate dalla funzione (fino a ±0,01 mm, se necessario) e offriamo opzioni di ispezione complete, tra cui rapporti CMM, calibri per filettature e verifica della finitura superficiale per garantire la ripetibilità dal prototipo alla produzione.
CONTATTA SUBITO IL NOSTRO ESPERTOIspezione e documentazione (CMM, filettatori, prove di tenuta)
Un buon piano di ispezione dei collettori combina la verifica dimensionale con il controllo del rischio funzionale.
Gli elementi tipici dell'ispezione includono:
- Verifica della filettatura su tutte le porte critiche
- Controlli basati su dati per la planarità, il parallelismo e l'accuratezza posizionale nei casi in cui la tenuta e il montaggio sono importanti
- Misurazione con CMM per manifold complessi con superfici critiche multiple o esigenze GD&T stringenti
- Test di tenuta opzionale quando l'applicazione lo richiede (decadimento della pressione, test delle bolle o altri metodi appropriati)
- Documentazione del processo per garantire la ripetibilità tra i lotti
Se il blocco manifold fa parte di un sistema regolamentato o di un'apparecchiatura critica, i rapporti di ispezione aiutano a proteggere i team di progettazione e di approvvigionamento da guasti ripetuti.
Quando scegliere l'alluminio o l'acciaio o l'acciaio inossidabile
La scelta del materiale non riguarda solo il costo. Influisce sul comportamento di tenuta, sulla resistenza alla corrosione, sulla forza, sul peso e sulla lavorabilità.
Alluminio
Ottimo per il peso, la velocità di lavorazione e molti collettori pneumatici/aria. È comune anche nei collettori idraulici, se adeguatamente progettati e protetti. Attenzione alla corrosione a seconda dell'ambiente e dei mezzi.
Acciaio
Utili per una maggiore resistenza meccanica o all'usura. Spesso viene scelto per applicazioni idrauliche specifiche in cui la durata è fondamentale.
Acciaio inox
Una buona opzione per ambienti corrosivi, regimi di pulizia difficili o requisiti di compatibilità con i materiali. È più difficile da lavorare rispetto all'alluminio, ma ne vale la pena quando il rischio di corrosione o contaminazione è elevato.
La scelta del materiale sbagliato può creare problemi a lungo termine che nessuna regolazione della tolleranza può risolvere, soprattutto in ambienti corrosivi o ad alta temperatura.
Richiedete una revisione DFM per il vostro blocco collettore
I blocchi del collettore richiedono una produzione accurata. Piccole decisioni, come la sequenza di foratura, l'accesso alla sbavatura interna, la strategia per le superfici di tenuta e la verifica della pulizia, spesso determinano se un sistema funziona senza problemi o se diventa un problema di assistenza ricorrente.
Se state sviluppando un nuovo progetto o siete alle prese con perdite, contaminazioni o assemblaggi incoerenti, una breve revisione DFM può evitare settimane di rilavorazioni.
Inviateci il vostro file STEP e i vostri requisiti chiave e vi aiuteremo a identificare le caratteristiche più rischiose prima di impegnarvi nella produzione.
FAQ: Quali informazioni devo inviare per un preventivo sul blocco del collettore?
Inviare il disegno STEP +, il campo di pressione, il fluido (olio/aria/vuoto/grasso), le specifiche dell'attacco/della filettatura, il metodo di tenuta ed eventuali tolleranze critiche di planarità o posizione.
FAQ: Quali sono le tolleranze tipiche dei blocchi di collettori?
La maggior parte delle porte e delle facce può essere regolata in base alla tolleranza funzionale. Le superfici di tenuta e i punti critici spesso richiedono un controllo più stretto, mentre i passaggi di flusso possono essere più lenti se la perdita di pressione è accettabile.
FAQ: Come si prevengono le bave interne nei passaggi incrociati?
Utilizzare un piano di sbavatura legato alla sequenza di foratura, all'accesso agli utensili e all'ispezione. Per i passaggi critici, aggiungere controlli con l'ausilio dell'alesametro e fasi di pulizia convalidate.
Ottenete il vostro preventivo di lavorazione CNC del blocco del collettore entro 24 ore
Il nostro team di ingegneri non si limita a “produrre per stampare”, ma analizza i file STEP per individuare potenziali punti di perdita e ottimizzazioni del porting. Caricate i vostri requisiti qui sotto per ottenere un quotazione del blocco del collettore, compreso un Revisione gratuita del DFM. Siamo specializzati in applicazioni idrauliche e pneumatiche ad alta pressione con garanzia di assenza di perdite.