Nella lavorazione CNC di precisione, lavorazione dell'acetale si distingue come uno dei tecnopolimeri più affidabili e dimensionalmente stabili, ma richiede strategie esperte per il controllo dei trucioli, la gestione del calore e i rivestimenti degli utensili per evitare la fusione o i trucioli filanti. Sfide simili si presentano per lavorazione dell'ABS (gommoso e sensibile al calore) e lavorazione dell'acciaio per utensili (ad alto calore e abrasivo), mentre l'HDPE aggiunge problemi estremi di avvolgimento dei trucioli.
A Dongguan Huade Precision Manufacturing Co., Ltd.Abbiamo affinato queste tecniche su migliaia di pezzi, dai componenti medicali in acetale agli stampi in acciaio per utensili, garantendo finiture superiori, tolleranze ristrette e una maggiore durata degli utensili.
Questo articolo confronta la lavorabilità di acetale, ABS, HDPE e acciaio per utensili, concentrandosi sui tre fattori critici: controllo dei trucioli, gestione del calore e rivestimenti degli utensili, con casi di studio reali provenienti dalla nostra officina.
Tabella di confronto della lavorabilità rapida
| Materiale | Durezza | Conduttività termica (W/m-K) | Tipo di chip tipico | Sensibilità al calore | Problemi comuni di lavorazione |
|---|---|---|---|---|---|
| Acetale (POM) | M85-M94 | ~0.3 | Lungo, filiforme, continuo | Alto | Fusione, deformazione, schegge filanti |
| ABS | R105-R115 | ~0.2 | Gommoso, filante | Moderato-alto | Fusione, sbavatura, accumulo di calore |
| HDPE | Shore D60-70 | ~0.4 | Molto lungo, filante, appiccicoso | Basso | Avvolgimento dei trucioli, intasamento degli utensili |
| Acciaio per utensili | 20-65 HRC (variabile) | ~25-40 | Corto, fragile, duro | Molto alto | Calore eccessivo, bordo di accumulo (BUE) |
Le materie plastiche producono trucioli continui che rischiano di avvolgersi o fondersi, mentre l'acciaio per utensili genera trucioli caldi e abrasivi che richiedono una forte reiezione del calore.
Lavorazione dell'acetale: Padroneggiare i trucioli filanti e l'accumulo di calore
Lavorazione dell'acetale (poliossimetilene/POM/Delrin) è apprezzato per il suo basso attrito, la resistenza e la stabilità in ingranaggi, cuscinetti e dispositivi. La sua bassa conducibilità termica, tuttavia, provoca un rapido riscaldamento localizzato, con il rischio di fusione, deformazione o finiture scadenti.
Strategie di controllo dei chip L'acetale genera trucioli lunghi e continui che avvolgono gli utensili o graffiano le superfici. Utilizzare utensili in carburo affilati e ad alto raggio (O-flute o single-flute) con rompitruciolo. Velocità elevate del mandrino (300-500 m/min o 10.000-18.000 giri/min) e avanzamenti moderati producono trucioli più spessi e frangibili. I soffi di aria compressa o l'evacuazione a vuoto impediscono il rifacimento del taglio.
Gestione del calore Privilegiare il raffreddamento ad aria o a nebbia (evitare l'allagamento per evitare l'assorbimento). Pre-asciugare le scorte in ambienti umidi per ridurre al minimo la deriva indotta dall'umidità.
Rivestimenti consigliati per gli utensili Il diamante policristallino (PCD) offre un attrito e una resistenza al calore bassissimi. Il carburo tagliente non rivestito funziona bene; i rivestimenti DLC riducono l'attrito per i grandi volumi di produzione.
Caso di studio del mondo reale: Ingranaggi di precisione in acetale per apparecchiature mediche La scorsa estate, MediTech GmbH, un produttore tedesco di dispositivi medici, ci ha contattato tramite l'ingegnere di progetto Hans Müller per 10.000 ingranaggi di precisione in acetale utilizzati negli azionamenti dei ventilatori. Il loro precedente fornitore aveva dovuto affrontare lunghi trucioli che avvolgevano gli utensili, causando graffi e deviazioni di 0,05 mm con un tasso di scarto di 18%.

Abbiamo utilizzato frese a candela singole rivestite in PCD a 15.000 giri/minuto, avanzamento di 0,08 mm/dente, aria ad alta pressione ed estrazione sotto vuoto. Gli scarti sono scesi sotto i 2%, la Ra ha raggiunto 0,4 μm, le tolleranze si sono mantenute a ±0,01 mm e la consegna si è ridotta di 25%. Il signor Müller ora si affida a noi per ordini ripetuti.
Lavorazione dell'ABS: equilibrio tra sensibilità al calore e qualità della superficie
Lavorazione dell'ABS (acrilonitrile butadiene stirene) è adatto a involucri, prototipi e beni di consumo economici e resistenti agli urti. Si lavora in modo pulito, ma è sensibile al calore, con conseguente formazione di gomma o sbavature.
Strategie di controllo dei chip L'ABS forma trucioli gommosi e adesivi. Le frese in carburo ad alta elica a uno o due taglienti favoriscono l'evacuazione. Gli elevati avanzamenti (0,05-0,15 mm/dente) a 6.000-18.000 giri/min. eliminano rapidamente i trucioli e riducono al minimo lo sfregamento.
Gestione del calore Utilizzare soffi d'aria o refrigerante nebulizzato; gli alti avanzamenti trasferiscono il calore ai trucioli. Passate poco profonde (0,5-2 mm) impediscono la sosta e la fusione.
Rivestimenti consigliati per gli utensili Il metallo duro non rivestito o il TiAlN/DLC riducono l'attrito. Il TiAlN gestisce il calore nelle corse più veloci.
Caso di studio reale: Involucri in ABS per prototipi automobilistici La AutoForge Inc., un fornitore automobilistico statunitense, aveva bisogno di 2.000 prototipi di involucri in ABS dalla responsabile degli acquisti Emily Chen. Il calore causava fusione e sbavature sulle pareti sottili, ritardando i test. Gli utensili rivestiti di TiAlN a 12.000 giri/min. con avanzamento di 0,10 mm/dente e raffreddamento a nebbia hanno eliminato le bave, ottenendo finiture lucide di Ra 0,8 μm. I pezzi hanno superato la prima prova di assemblaggio, accelerando la convalida di due settimane.
Lavorazione dell'HDPE: affrontare l'avvolgimento estremo dei trucioli
L'HDPE eccelle nei serbatoi, nelle guide e nelle parti di usura resistenti agli agenti chimici. La sua morbidezza crea trucioli lunghi e appiccicosi che si avvolgono in modo aggressivo.
Strategie di controllo dei chip L'evacuazione è fondamentale: utilizzare utensili ultra-affilati e ad alto raggio a taglio singolo o a taglio multiplo. Massimizzare il numero di giri con carichi di trucioli leggeri, soffi d'aria aggressivi o vuoto. I rompitruciolo frammentano le corde.
Gestione del calore Il calore è minimo grazie al basso attrito, ma i trucioli intrappolati si fondono localmente. Funziona un forte raffreddamento ad aria; evitare un eccesso di refrigerante.
Rivestimenti consigliati per gli utensili Metallo duro DLC o non rivestito per un attrito minimo.
Caso di studio reale: Binari di guida in HDPE per attrezzature per la lavorazione degli alimenti L'ingegnere della Pacific FoodTech LLC, Sarah Lee, ha segnalato la presenza di trucioli “simili a spaghetti” che avvolgevano gli utensili ogni pochi minuti su guide in HDPE, gonfiando i tempi di ciclo a 8 minuti per pezzo. Gli utensili ultra affilati con rivestimento DLC a O-flute, con il massimo numero di giri, un basso carico di trucioli e soffi d'aria multi-angolo hanno ridotto i cicli a 3,5 minuti con zero avvolgimenti su 5.000 pezzi - nessun reclamo, il che ha portato a un contratto successivo.

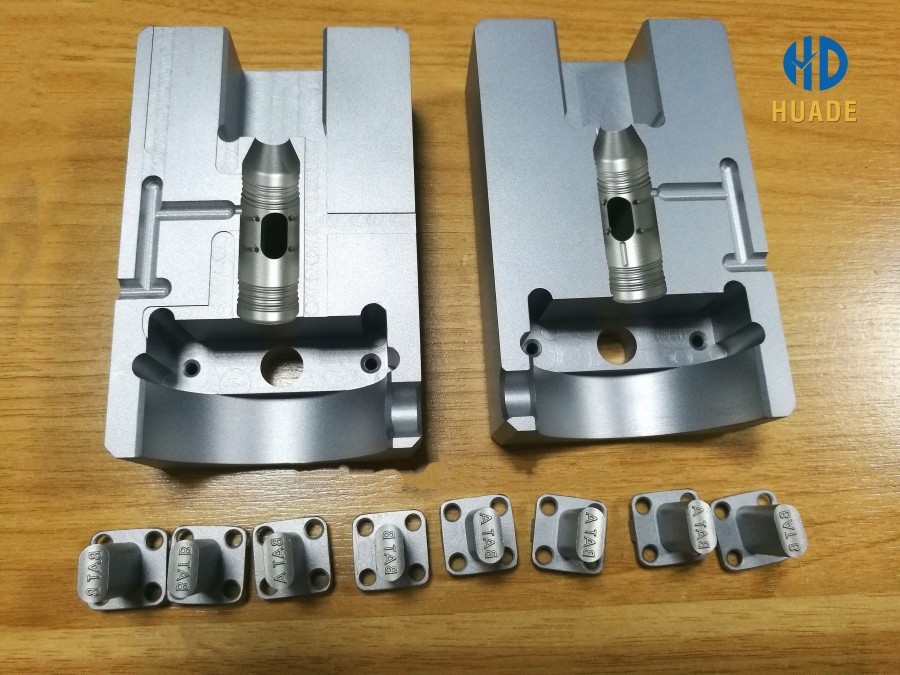
Lavorazione dell'acciaio per utensili: gestione del calore elevato e dei trucioli duri
Lavorazione dell'acciaio per utensili (ad esempio, D2, A2, O1) è essenziale per stampi, punzoni e matrici. L'elevata durezza genera calore intenso e trucioli corti e abrasivi.
Strategie di controllo dei chip I trucioli fragili e caldi richiedono frese in metallo duro a 4-6 eliche con spaccalegna. Velocità/avanzamenti moderati evitano la BUE; il refrigerante ad alta pressione o passante per l'utensile elimina i detriti.
Gestione del calore È obbligatorio l'uso di liquido di raffreddamento a diluvio o ad alta pressione; l'obiettivo è che i chip trasportino ~75% di calore (i chip blu-viola indicano la velocità ottimale).
Rivestimenti consigliati per gli utensili TiAlN o AlTiN formano barriere resistenti al calore. L'AlCrN è adatto agli estremi.
Caso di studio reale: Punzoni di precisione in acciaio D2 per stampi a iniezione Il responsabile di Dongguan Hongda Mold Co., Ltd., Mr. Zhang, ha richiesto 500 punzoni D2 a 58 HRC. Il calore riduceva la durata dell'utensile a 50 pezzi/utensile con scheggiatura dei bordi. Il carburo rivestito in AlTiN, il refrigerante ad alta pressione attraverso l'utensile e i parametri per evitare la BUE hanno triplicato la durata a oltre 150 pezzi/utensile. Le tolleranze sono rimaste a ±0,005 mm, superando i test di durata dello stampo e i tempi/costi di taglio.
Confronti chiave e migliori pratiche universali
- Controllo del chip: Le materie plastiche richiedono un'affilatura ad alta velocità + aria/vuoto; gli acciai per utensili necessitano di un'affilatura multipla + refrigerante.
- Gestione del calore: Le materie plastiche utilizzano velocità/alimentazione + aria; i metalli richiedono lo scarto del refrigerante.
- Rivestimenti per utensili: PCD/DLC per materie plastiche (basso attrito); TiAlN/AlTiN per acciaio da utensili (alto calore).
Suggerimenti: Utilizzare strumenti affilati, ottimizzare il carico di trucioli, monitorare visivamente i trucioli e iterare i parametri.
Conclusione
Masterizzazione lavorazione dell'acetale, ABS, HDPE e acciaio per utensili dipende dal controllo dei trucioli, dalla gestione del calore e dai rivestimenti su misura. Questi casi di studio dimostrano come il giusto approccio consenta di ottenere risultati affidabili e di alta precisione.
A Dongguan Huade Precision Manufacturing Co., Ltd., Il nostro team eccelle nelle lavorazioni CNC di questi materiali, dai prototipi alla produzione. Avete problemi di trucioli di acetale, sbavature di ABS, avvolgimento di HDPE o problemi di calore dell'acciaio per utensili? Contattateci per ricevere consigli, preventivi e soluzioni ottimizzate. Miglioriamo il vostro prossimo progetto!