
La scanalatura del metallo spesso sembra una semplice caratteristica, solo un canale stretto su un disegno. Nella produzione reale, le scanalature metalliche sono il punto in cui i pezzi iniziano a perdere, vibrare, grippare o fallire l'assemblaggio se la larghezza della scanalatura, la profondità, il raggio dell'angolo, lo stato della bava e la finitura superficiale non sono controllati come un unico sistema. Ecco perché la scanalatura nella lavorazione è considerata una caratteristica funzionale nel settore aerospaziale, nella robotica, nell'idraulica, nei dispositivi medici e in altri settori ad alta affidabilità.
A Dongguan Huade Precision Manufacturing Co., Ltd (HDProto), produciamo scanalature su torni CNC e centri di fresatura CNC per alberi, alloggiamenti, corpi valvola, collettori, staffe e gruppi. Quando una scanalatura deve sigillare (scanalatura per O-ring), bloccare (scanalatura per anello di ritegno/anello elastico) o alleviare l'interferenza (scanalatura di sottosquadro/rilievo), la affrontiamo nello stesso modo in cui affrontiamo gli accoppiamenti critici: con un bloccaggio stabile, un controllo dei trucioli prevedibile e un'ispezione allineata con la funzione reale, soprattutto nelle condizioni di bordo in cui inizia la maggior parte dei guasti.
Nota di capacità (tipica): su pezzi idonei con dati stabili e controllo del processo, il nostro la tolleranza di tornitura può raggiungere 0,005 mm, e il nostro la tolleranza di fresatura può raggiungere 0,01 mm, a seconda della geometria, del materiale e del piano di misura.
1) Pensare al solco: definire ciò che il solco deve fare
Prima di scegliere un inserto o un percorso utensile, è necessario definire il lavoro della scanalatura. Una scanalatura rientra tipicamente in una delle seguenti categorie:
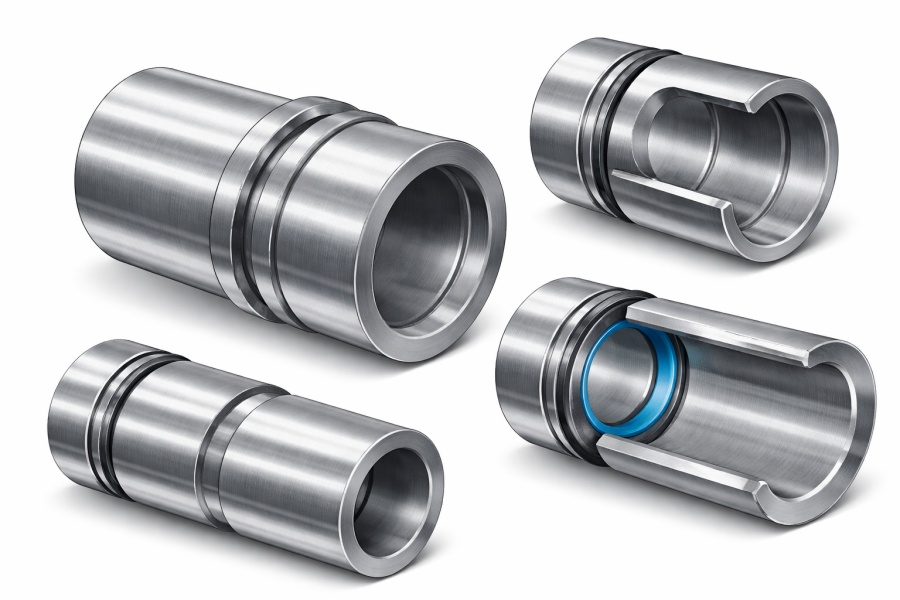
Scanalature di tenuta (scanalatura dell'O-ring / scanalatura della guarnizione / scanalatura della guarnizione frontale).
La priorità è una geometria coerente tra larghezza e profondità, una finitura superficiale stabile nella zona di tenuta e bordi privi di bave.
Scanalature di ritenzione (scanalatura dell'anello di ritenzione / scanalatura dell'anello elastico).
La priorità è l'accuratezza della larghezza della scanalatura, la condizione controllata del bordo (tagliente o rottura specifica) e la ripetibilità tra i lotti.
Scanalature di rilievo (filettatura di rilievo / sottosquadro / scanalatura di compensazione).
La priorità è l'eliminazione delle interferenze, il sostegno del gioco di montaggio e il controllo delle sollecitazioni.
Scanalature per il fluido/lubrificazione (canali, scanalature per l'olio, scanalature di sfiato).
La priorità è una profondità e una pulizia costanti per evitare la contaminazione, la restrizione del flusso o l'intrappolamento di particelle.
Ecco perché la “scanalatura del metallo” non è un'unica operazione, ma una famiglia di decisioni legate alla funzione e al rischio di guasto.

Esperto di produzione CNC con oltre 15 anni di esperienza. William aiuta i team di progettazione a trasformare i prototipi in pezzi di produzione stabili attraverso l'ottimizzazione del DFM, la pianificazione delle tolleranze, la selezione delle strategie di lavorazione e il controllo di qualità guidato dalle ispezioni.
william@hdproto.comPer qualsiasi pezzo lavorato a CNC - che si tratti di alberi, alloggiamenti, staffe, collettori o componenti strutturali - le fondamenta di una produzione affidabile iniziano con una geometria pulita, con coordinate ben definite e con caratteristiche di facile lavorazione che riducono al minimo i rischi di reimpostazione.
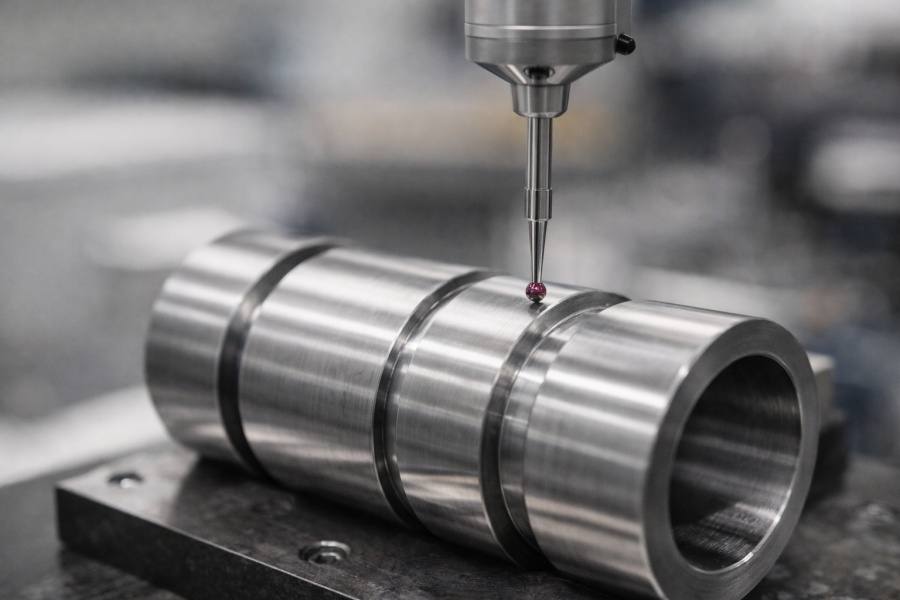
Supportiamo tolleranze guidate dalla funzione (fino a ±0,01 mm, se necessario) e offriamo opzioni di ispezione complete, tra cui rapporti CMM, calibri per filettature e verifica della finitura superficiale per garantire la ripetibilità dal prototipo alla produzione.
CONTATTA SUBITO IL NOSTRO ESPERTO2) Dove avviene la scanalatura CNC: tornio o fresa
Molti considerano la scanalatura CNC come un argomento esclusivo del tornio. In pratica, la lavorazione delle scanalature avviene sia in tornitura che in fresatura.
Scanalatura al tornio CNC è ideale per la realizzazione di elementi concentrici su pezzi rotondi: Scanalature OD, scanalature ID e scanalature frontali. È veloce, ripetibile e naturalmente allineato ai dati di rotazione.
Fresatura CNC scanalatura è comune per fessure, canali e scanalature non simmetriche su piastre, alloggiamenti, telai e parti 3D complesse.
Anche quando è possibile ottenere la stessa dimensione della scanalatura con entrambi i metodi, il profilo di rischio cambia. Le scanalature di tornitura sono spesso soggette a problemi di impaccamento dei trucioli e di deviazione dell'utensile nei tagli stretti, mentre le scanalature di fresatura sono spesso soggette a problemi di chattering, controllo delle bave e precisione degli angoli, a seconda dell'impegno della fresa e della strategia del percorso utensile.
3) La mappa dei guasti delle scanalature: sei problemi che creano scarti e problemi di assemblaggio
La maggior parte dei guasti alle scanalature ripete gli stessi schemi. Se si controllano questi sei, la resa delle scanalature e l'affidabilità dell'assemblaggio aumentano notevolmente:
- Imballaggio di trucioli all'interno della scanalatura → pareti graffiate, bordi rotti, rottura di utensili, finitura scadente
- Sporgenza dell'utensile troppo lunga → battito, scanalature rastremate, profondità incoerente
- La geometria dell'inserto non corrisponde al materiale → Bordo costruito (Al), usura rapida (SS), angoli rotti
- Strategia di avanzamento non adeguata alla larghezza/profondità della scanalatura → sfregamento invece di tagliare, finitura instabile
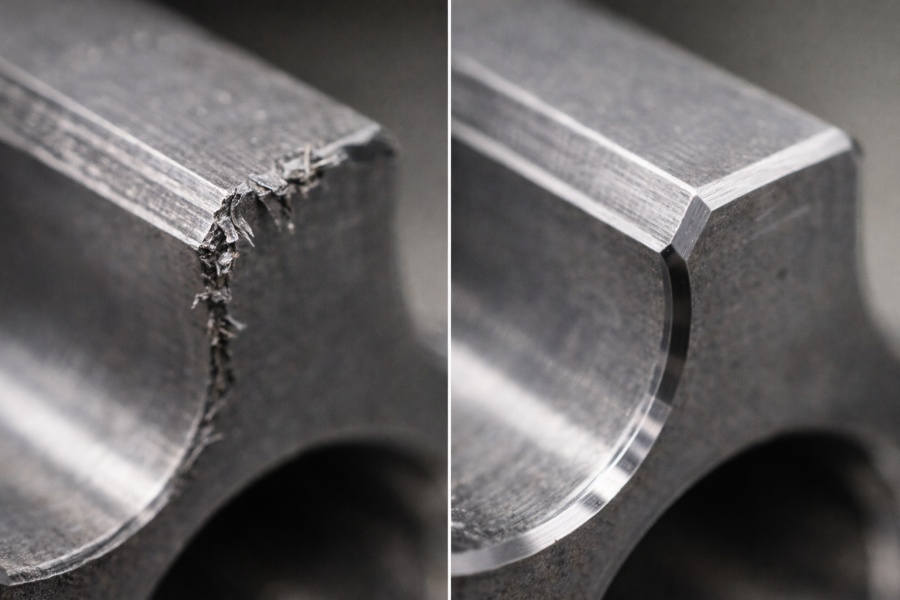
- Bave sui bordi delle scanalature → guarnizioni tagliate durante l'assemblaggio, anelli che non entrano in sede, contaminazione nascosta
- Disadattamento dell'ispezione → le parti “passano” dimensionalmente ma falliscono funzionalmente nell'assemblaggio
Una buona scanalatura del metallo non si basa su un “parametro perfetto”. Si tratta di un controllo ripetibile di queste sei variabili in condizioni di produzione reali.
4) Materiale × Applicazione (Tavolo di Light Engineering)
| Materiale | Applicazioni tipiche di scanalatura del metallo | Cosa guardare nella scanalatura CNC | Approccio HDProto |
|---|---|---|---|
| Alluminio 6061 | canali, alloggiamenti, scanalature per la ritenzione della luce | Bordo costruito, bave, trucioli lunghi e filiformi | inserti affilati, refrigerante stabile, sbavatura standard |
| Alluminio 7075 | scanalature strutturali nei percorsi di carico | scheggiatura dei bordi, sensibilità della finitura | Entrata conservativa, bloccaggio rigido |
| Inox 304/316 | scanalature di tenuta, ambienti corrosivi | calore, tempra, usura degli utensili | strategia controllata, priorità al refrigerante |
| Acciaio al carbonio (es. 1045) | alberi, scanalature ad anello, ritenzione meccanica | pressione della fresa e dell'utensile, consistenza della finitura | strategia multi-pass, condizionamento dei bordi |
| Titanio | componenti ad alta resistenza di tipo aerospaziale | concentrazione di calore, usura dell'utensile, sfregamento | evitare lo sfregamento, impegno stabile, forte fissaggio |
| Ottone | piccole scanalature di precisione, raccordi | La fresa è ancora importante anche se i trucioli sono più semplici | Passaggio di finitura stabile, controllo costante dei bordi |
5) Tipi di scanalatura che guidano le quotazioni del CNC reale (e cosa conta per ciascuno)
Scanalatura esterna (lavorazione della scanalatura OD)
Comune per gli anelli di tenuta e le sedi di tenuta sugli alberi. Il successo dipende dalla rigidità e dal controllo dei trucioli. Riduciamo al minimo la sporgenza dell'utensile e spesso utilizziamo strategie prevedibili a più passate quando la larghezza o la profondità della scanalatura sono elevate.
Scanalatura interna (lavorazione della scanalatura ID)
La scanalatura interna è più rischiosa: gli utensili sottili all'interno di un foro favoriscono le vibrazioni e rendono più difficile l'evacuazione dei trucioli. Per mantenere la stabilità, diamo priorità alla rigidità dell'utensile, manteniamo un raggio d'azione ridotto e applichiamo strategie che evitano la saldatura dei trucioli e l'accumulo di calore.
Scanalatura della faccia
Le scanalature frontali sono spesso utilizzate nelle interfacce di tenuta e nei gruppi rotanti. La concentricità e la finitura superficiale uniforme sull'intero anello sono fondamentali.
Lavorazione della scanalatura dell'O-ring
Le scanalature degli o-ring non perdonano. Una piccola sbavatura può tagliare un elastomero durante l'assemblaggio e una piccola deviazione della geometria può creare perdite. La geometria della scanalatura, le condizioni del bordo e la finitura devono essere controllate come un unico sistema.
Scanalature di troncatura/taglio
Queste operazioni spesso definiscono la lunghezza finale e le condizioni dei bordi. Il controllo della stabilità delle bave e degli utensili influisce direttamente sull'assemblaggio e sulla finitura a valle.
Scanalature di sottosquadro/rilievo
Riducono le interferenze e proteggono gli elementi critici (filettature, spalle, accoppiamenti). L'obiettivo è quello di ottenere un gioco funzionale senza creare inutili concentrazioni di stress.
6) Cosa specificare per una scanalatura affidabile del metallo (e cosa non forzare)
Se volete che un fornitore vi fornisca una scanalatura metallica uniforme, specificate i risultati e le aspettative di ispezione, non i numeri arbitrari dei parametri.
Cosa aiuta (alto impatto per qualità + assemblaggio):
- Tolleranza di larghezza e profondità della scanalatura
- Requisito di condizione del bordo (bordo di rottura / assenza di bava)
- Requisiti di finitura superficiale in caso di sigillatura
- Materiale e condizioni di durezza
- Richiami standard (scanalatura O-ring standard, anello di ritegno standard)
- Aspettativa del metodo di ispezione (pin gauges, comparatore ottico, strategia CMM)
Ciò che di solito non aiuta:
- Forzare un SFM/alimentazione fisso senza considerare la geometria dell'inserto, il refrigerante e la dinamica della macchina
In HDProto impostiamo la strategia di lavorazione delle scanalature in base al materiale, alla funzione della scanalatura, ai limiti di rigidità e agli obiettivi di controllo del truciolo, per poi convalidarla con misure e controlli funzionali.
7) Lista di controllo RFQ: inviatela al vostro fornitore (copia/incolla)
- Materiale del pezzo e condizione (trattato termicamente? durezza?)
- Tipo di scanalatura (OD / ID / faccia / O-ring / scanalatura ad anello / rilievo)
- Dimensioni e tolleranze della scanalatura (larghezza, profondità, posizione)
- Requisiti del bordo (assenza di bava, valore di rottura del bordo o smusso/raggio specifico)
- Requisiti di finitura nelle aree di tenuta (se applicabile)
- Quantità e aspettative di volume futuro
- Set di file: STEP/IGES + disegno PDF + eventuali note GD&T
- Piano di ispezione previsto (punti CMM, calibro go/no-go, test di tenuta dell'anello, ecc.)
Esperto di produzione CNC con oltre 15 anni di esperienza. William aiuta i team di progettazione a trasformare i prototipi in pezzi di produzione stabili attraverso l'ottimizzazione del DFM, la pianificazione delle tolleranze, la selezione delle strategie di lavorazione e il controllo di qualità guidato dalle ispezioni.
william@hdproto.comPer qualsiasi pezzo lavorato a CNC - che si tratti di alberi, alloggiamenti, staffe, collettori o componenti strutturali - le fondamenta di una produzione affidabile iniziano con una geometria pulita, con coordinate ben definite e con caratteristiche di facile lavorazione che riducono al minimo i rischi di reimpostazione.
Supportiamo tolleranze guidate dalla funzione (fino a ±0,01 mm, se necessario) e offriamo opzioni di ispezione complete, tra cui rapporti CMM, calibri per filettature e verifica della finitura superficiale per garantire la ripetibilità dal prototipo alla produzione.
CONTATTA SUBITO IL NOSTRO ESPERTOCaso di studio 1: Scanalatura dell'anello di sicurezza che ha smesso di cedere durante l'assemblaggio
Cliente: NordMotion Automation GmbH (Germania)
Ingegnere: Daniel Kovács, Ingegnere della qualità
NordMotion ha riscontrato guasti intermittenti nell'assemblaggio: gli anelli di ritegno non si posizionavano in modo pulito sull'albero del motore durante la costruzione finale. Daniel ha riferito che la variazione della larghezza della scanalatura era minima sulla carta, ma l'anello continuava a “penzolare” e richiedeva una forza manuale.
Il contributo di HDProto:
- Abbiamo esaminato le condizioni del bordo della scanalatura e abbiamo confermato che il problema non era solo la larghezza, ma anche la bava e il leggero arrotolamento del bordo causato dalla formazione instabile del truciolo.
- Abbiamo rivisto la strategia di scanalatura per migliorare la rottura del truciolo e abbiamo aggiunto una fase di condizionamento controllato dei bordi definita sbavatura funzionale.
- Abbiamo allineato l'ispezione al funzionamento combinando i controlli dimensionali con un metodo di verifica della sede dell'anello.
Risultato: L'alloggiamento degli anelli è diventato costante, la rilavorazione dell'assemblaggio è diminuita e i reclami in linea sono cessati.
Caso di studio 2: stabilità della scanalatura dell'O-ring per un collettore di fluidi
Cliente: Axion Robotics Pte. Ltd. (Singapore)
Ingegnere: Rachel Lin, ingegnere meccanico
Axion Robotics ha dovuto affrontare problemi di microperdite su un collettore di fluidi in alluminio. Rachel sospettava una deriva della profondità della scanalatura tra i vari lotti e una finitura superficiale incoerente all'interno della scanalatura dell'O-ring.
Il contributo di HDProto:
- Abbiamo stabilizzato la geometria della scanalatura con un approccio dedicato alle passate di finitura e un monitoraggio più accurato dell'usura degli utensili.
- Abbiamo migliorato l'evacuazione dei trucioli per evitare che la parete si graffi all'interno della scanalatura.
- Abbiamo standardizzato i punti di ispezione e verificato la finitura superficiale in particolare all'interfaccia di tenuta.
Risultato: I guasti alle perdite nei test di pressione sono diminuiti drasticamente e il cliente è passato a ordini ripetuti.
FAQ: Scanalatura dei metalli e lavorazione delle scanalature CNC
1) Che cos'è la scanalatura del metallo nella lavorazione?
La scanalatura dei metalli è il processo di lavorazione di un canale o di un incavo controllato in un pezzo metallico per ottenere una funzione, come la tenuta (scanalatura dell'O-ring), la ritenzione (scanalatura dell'anello di ritenzione), il gioco (rilievo/sottotaglio) o il controllo dei fluidi (scanalature per olio/ventilazione). Nella lavorazione di scanalature CNC, la scanalatura viene trattata come un elemento funzionale con geometria, condizioni dei bordi e requisiti di ispezione definiti.
2) Qual è la differenza tra scanalatura esterna (OD) e scanalatura interna (ID)?
La scanalatura OD viene eseguita sul diametro esterno di un pezzo cilindrico e di solito è più stabile perché gli utensili sono più rigidi e l'evacuazione dei trucioli è più facile. La scanalatura ID avviene all'interno di un foro, dove gli utensili sono più sottili, il raggio d'azione è maggiore, il rischio di vibrazioni è più elevato e l'evacuazione dei trucioli diventa più difficile.
3) Perché le scanalature falliscono nell'assemblaggio anche quando le dimensioni “passano”?
Perché la funzione della scanalatura non dipende solo dalla larghezza e dalla profondità. Bave, rotolamento dei bordi, finitura superficiale incoerente nella zona di tenuta o un metodo di misurazione che non riflette la vera superficie funzionale possono causare il bloccaggio degli anelli o la perdita delle guarnizioni. La lavorazione delle scanalature deve essere verificata con un'ispezione allineata alla funzione, non solo con i calibri.
4) Qual è la causa più comune di perdite nella lavorazione delle scanalature degli O-ring?
Due cause comuni sono (1) bave o spigoli vivi che danneggiano l'elastomero durante l'assemblaggio e (2) la deriva della geometria della scanalatura (larghezza/profondità/raggio) che modifica la compressione. Anche la finitura superficiale all'interno della zona di tenuta è importante: graffi o finiture scadenti possono diventare vie di fuga sotto pressione.
5) Devo specificare la velocità di taglio e l'avanzamento nella mia RFQ?
Di solito no. A meno che non si controlli completamente la geometria dell'utensile, l'erogazione del refrigerante e la rigidità della macchina, le velocità/alimentazioni fisse possono ridurre la stabilità. È più efficace specificare i controlli di risultato: tolleranze, condizioni dei bordi, requisiti di finitura (se si tratta di sigillatura), condizioni del materiale e aspettative di ispezione.
6) Quali tolleranze può rispettare HDProto per gli elementi di scanalatura CNC?
Su parti idonee con datum stabili e un piano di ispezione definito, HDProto può in genere raggiungere tolleranza di tornitura fino a 0,005 mm e tolleranza di fresatura fino a 0,01 mm, a seconda del materiale, del tipo di scanalatura, della geometria e del metodo di misurazione. Per le scanalature critiche, si consiglia di confermare in anticipo i requisiti funzionali (tenuta/anello/chiarimento) in modo che il processo e l'ispezione corrispondano al caso d'uso reale.
Quando scegliere HDProto per i lavori di scanalatura dei metalli
Se vi rifornite di scanalature metalliche per pezzi torniti CNC o per alloggiamenti lavorati CNC, di solito vi preoccupate della ripetibilità, dei tempi di consegna e di “non avere sorprese” durante l'assemblaggio.
HDProto supporta:
- Scanalature e lavorazioni complesse al tornio CNC
- Fresatura CNC di scanalature, canali e tasche
- Basso MOQ + prototipazione rapida
- Produzione con tolleranze strette (tornitura fino a 0,005 mm; fresatura fino a 0,01 mm su pezzi adatti)
- Standard coerenti di finitura e sbavatura per le scanalature di tenuta/ritenzione
Sito web: https://hdproto.comcom
E-mail: sales@hdproto.com