In precision CNC machining, machining acetal stands out as one of the most reliable and dimensionally stable engineering plastics, but it requires expert strategies for chip control, heat management, and tool coatings to avoid melting or stringy chips. Similar challenges arise in machining ABS (gummy and heat-sensitive) and machining tool steel (high-heat and abrasive), while HDPE adds extreme chip wrapping issues.
At Dongguan Huade Precision Manufacturing Co., Ltd., we’ve honed these techniques across thousands of parts—from acetal medical components to tool steel molds—ensuring superior finishes, tight tolerances, and extended tool life.
This article compares machinability across acetal, ABS, HDPE, and tool steel, focusing on the three critical factors: chip control, heat management, and tool coatings, with real-world case studies from our shop.
Quick Machinability Comparison Table
| Material | Hardness | Thermal Conductivity (W/m·K) | Typical Chip Type | Heat Sensitivity | Common Machining Issues |
|---|---|---|---|---|---|
| Acetal (POM) | M85–M94 | ~0.3 | Long, stringy, continuous | High | Melting, deformation, stringy chips |
| ABS | R105–R115 | ~0.2 | Gummy, stringy | Moderate-High | Melting, burring, heat buildup |
| HDPE | Shore D60–70 | ~0.4 | Very long, stringy, sticky | Low | Chip wrapping, tool clogging |
| Tool Steel | 20–65 HRC (varies) | ~25–40 | Short, brittle, hard | Very High | Excessive heat, built-up edge (BUE) |
Plastics produce continuous chips that risk wrapping or melting, while tool steel generates hot, abrasive chips demanding strong heat rejection.
Machining Acetal: Mastering Stringy Chips and Heat Buildup
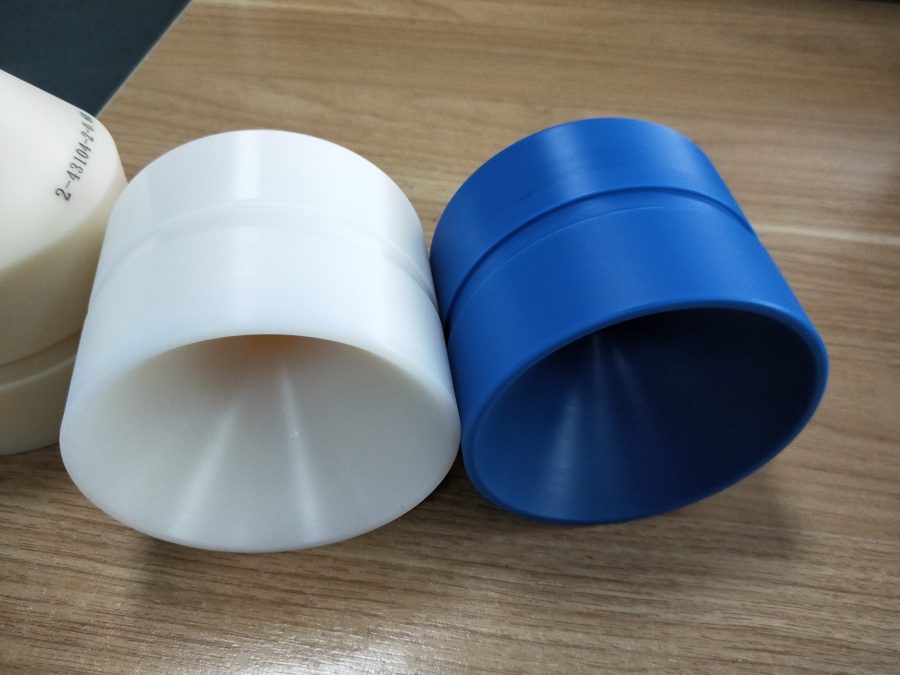
Machining acetal (polyoxymethylene/POM/Delrin) is prized for its low friction, strength, and stability in gears, bearings, and fixtures. Its low thermal conductivity, however, causes rapid localized heat, risking melting, warping, or poor finishes.
Chip Control Strategies Acetal generates long, continuous stringy chips that wrap tools or scratch surfaces. Use sharp, high-rake carbide tools (O-flute or single-flute) with chip breakers. High spindle speeds (300–500 m/min or 10,000–18,000 RPM) and moderate feeds produce thicker, breakable chips. Compressed air blasts or vacuum evacuation prevent re-cutting.
Heat Management Prioritize air or mist cooling (avoid flood to prevent absorption). Pre-dry stock in humid environments to minimize moisture-induced drift.
Recommended Tool Coatings Polycrystalline Diamond (PCD) offers ultra-low friction and heat resistance. Uncoated sharp carbide works well; DLC coatings reduce sticking for high-volume runs.
Real-World Case Study: Precision Acetal Gears for Medical Equipment Last summer, MediTech GmbH, a German medical device manufacturer, contacted us via project engineer Mr. Hans Müller for 10,000 acetal precision gears used in ventilator drives. Their prior supplier faced long chips wrapping tools, causing scratches and 0.05 mm deviations with an 18% scrap rate.

We applied PCD-coated single-flute end mills at 15,000 RPM, 0.08 mm/tooth feed, plus high-pressure air and vacuum extraction. Scrap fell below 2%, Ra reached 0.4 μm, tolerances held at ±0.01 mm, and delivery shortened by 25%. Mr. Müller now relies on us for repeat orders.
Machining ABS: Balancing Heat Sensitivity and Surface Quality
Machining ABS (acrylonitrile butadiene styrene) suits cost-effective, impact-resistant enclosures, prototypes, and consumer goods. It machines cleanly but shares heat sensitivity, leading to gumming or burring.
Chip Control Strategies ABS forms gummy, adhesive chips. High-helix single- or double-flute carbide end mills aid evacuation. High feeds (0.05–0.15 mm/tooth) at 6,000–18,000 RPM clear chips fast and minimize rubbing.
Heat Management Use air blasts or mist coolant; high feeds transfer heat to chips. Shallow passes (0.5–2 mm) prevent dwell and melting.
Recommended Tool Coatings Uncoated sharp carbide or TiAlN/DLC reduce friction. TiAlN manages heat in faster runs.
Real-World Case Study: ABS Enclosures for Automotive Prototypes AutoForge Inc., a U.S. automotive supplier, needed 2,000 ABS prototype enclosures from procurement manager Ms. Emily Chen. Heat caused melting and burring on thin walls, delaying testing. TiAlN-coated tools at 12,000 RPM with 0.10 mm/tooth feed and mist cooling eliminated burring, delivering glossy Ra 0.8 μm finishes. Parts passed assembly first-run, speeding validation by two weeks.
Machining HDPE: Tackling Extreme Chip Wrapping
HDPE excels in tough, chemical-resistant tanks, guides, and wear parts. Its softness creates long, sticky chips that wrap aggressively.
Chip Control Strategies Evacuation is key—use ultra-sharp, high-rake single-flute/O-flute tools. Maximize RPM with light chiploads, aggressive air blasts, or vacuum. Chip breakers fragment strings.
Heat Management Minimal heat from low friction, but trapped chips melt locally. Strong air cooling works; avoid excess coolant.
Recommended Tool Coatings DLC or uncoated sharp carbide for lowest friction.
Real-World Case Study: HDPE Guide Rails for Food Processing Equipment Pacific FoodTech LLC engineer Ms. Sarah Lee reported “noodle-like” chips wrapping tools every few minutes on HDPE rails, inflating cycle times to 8 minutes/part. Ultra-sharp DLC-coated O-flute tools at max RPM, low chipload, and multi-angle air blasts reduced cycles to 3.5 minutes with zero wrapping on 5,000 pieces—no complaints, leading to a follow-up contract.

Machining Tool Steel: Handling High Heat and Hard Chips
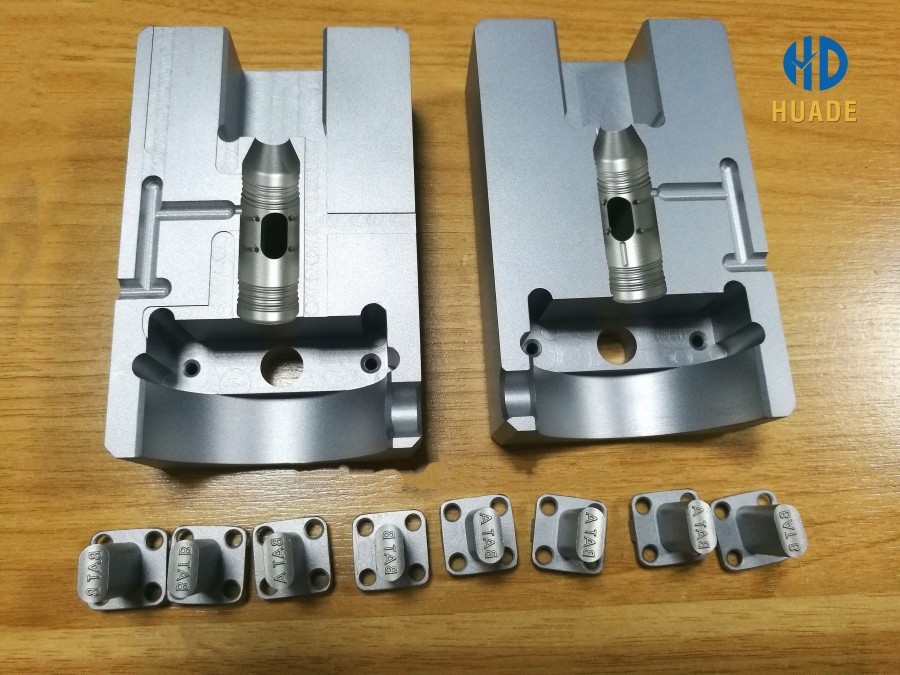
Machining tool steel (e.g., D2, A2, O1) is essential for molds, punches, and dies. High hardness generates intense heat and short, abrasive chips.
Chip Control Strategies Brittle, hot chips require 4–6 flute carbide end mills with splitters. Moderate speeds/feeds prevent BUE; high-pressure or through-tool coolant clears debris.
Heat Management Flood or high-pressure coolant is mandatory—aim for chips to carry ~75% of heat (blue-violet chips signal optimal speed).
Recommended Tool Coatings TiAlN or AlTiN form heat-resistant barriers. AlCrN suits extremes.
Real-World Case Study: D2 Tool Steel Precision Punches for Injection Molds Dongguan Hongda Mold Co., Ltd. manager Mr. Zhang required 500 D2 punches at 58 HRC. Heat shortened tool life to 50 pieces/tool with edge chipping. AlTiN-coated carbide, high-pressure through-tool coolant, and BUE-avoiding parameters tripled life to 150+ pieces/tool. Tolerances stayed ±0.005 mm, passing mold life tests and cutting downtime/costs.
Key Comparisons and Universal Best Practices
- Chip Control: Plastics demand sharp, high-rake + air/vacuum; tool steel needs multi-flute + coolant.
- Heat Management: Plastics use speed/feed + air; metals require coolant rejection.
- Tool Coatings: PCD/DLC for plastics (low friction); TiAlN/AlTiN for tool steel (high heat).
Tips: Use sharp tools, optimize chipload, visually monitor chips, and iterate parameters.
Conclusion
Mastering machining acetal, ABS, HDPE, and tool steel depends on tailored chip control, heat management, and coatings. These case studies show how the right approach delivers reliable, high-precision results.
At Dongguan Huade Precision Manufacturing Co., Ltd., our team excels in CNC machined parts across these materials—from prototypes to production. Facing acetal chip issues, ABS burring, HDPE wrapping, or tool steel heat challenges? Contact us for expert advice, quotes, and optimized solutions. Let’s elevate your next project!