When you receive a manifold block drawing, it often looks straightforward: ports, cross-drilled passages, seal faces, and threads. Yet field performance varies dramatically even when dimensions meet specifications.
The most reliable way to avoid repeat failures? One simple rule: the media defines the failure mode.
What you must control for a pneumatic manifold block differs completely from a hydraulic manifold block, vacuum manifold block, or grease manifold block. The same CNC operation can produce perfect results for one application but cause field failures in another.
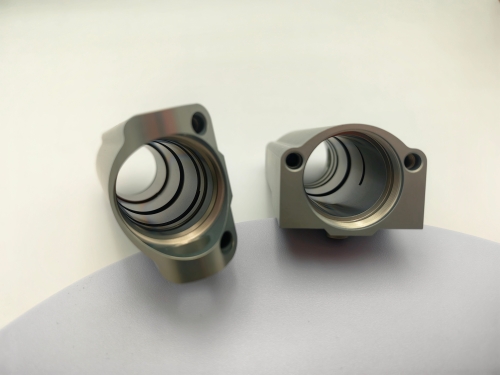
Custom manifold block example: chip-free passages help prevent clogging.

At Dongguan Huade Precision Manufacturing Co., Ltd, we’ve machined thousands of manifold blocks across hydraulic, pneumatic, vacuum, and lubrication systems. This guide shares what we’ve learned about how machining priorities must change based on operating media. Need a quote for a manifold block? Contact us and tell us the media type (pneumatic/air/vacuum/grease), plus your material and port/thread standard.
Our Manifold Block CNC Machining Capabilities
Dongguan Huade Precision Manufacturing Co., Ltd specializes in precision CNC machining for six types of manifold blocks:
✓ Hydraulic Manifold Block – High-pressure sealing and precision O-ring groove machining
✓ Pneumatic Manifold Block – Micro-leak prevention and consistent edge conditions
✓ Air Manifold Block – Balanced flow distribution across multiple outlets
✓ Air Compressor Manifold Block – Heat cycling resistance and seal reliability
✓ Vacuum Manifold Block – Leak-tight sealing and zero-contamination manufacturing
✓ Grease Manifold Block – Internal debris control and clog prevention
Four Universal Manufacturing Risks
Four manufacturing risks appear across every manifold block type—from hydraulic to grease applications:
1. Port Entry Condition – Inconsistent chamfers cause assembly variability and seal damage
2. Thread Quality – Thread drift leads to uneven torque and sealing inconsistency
3. Cross-Drilled Intersections – Poor planning creates burr fragments and chip trapping
4. Cleanliness + Protection – Debris or re-contamination causes downstream failures
The key difference: Each media type “punishes” the same defect differently. A rough edge causing a slow leak in a pneumatic manifold block might cause complete vacuum failure in a vacuum manifold block, or create a permanent clog in a grease manifold block.
1. Hydraulic Manifold Block: High-Pressure Sealing Integrity
A hydraulic manifold block operates under high pressure where small surface defects become leak paths. Unlike pneumatic systems that tolerate minor imperfections, hydraulic applications demand precision on every sealing surface.
Common Field Issues
- Seals pass initial tests but weep after thermal cycling
- O-ring grooves show premature wear or extrusion
- Cross-drilled intersections become high-pressure leak points
- Surface scratches invisible during inspection become pressure leak paths
Critical CNC Machining Controls
O-ring groove precision – tight tolerances on groove width, depth, and corner radii prevent seal extrusion
Sealing surface finish – control surface roughness; scratches acceptable for air systems cause hydraulic leaks
Complete intersection deburring – high pressure finds every burr fragment; all cross-drilled passages need thorough deburring
Protection discipline – seal faces protected immediately after machining; handling damage is the most common field failure cause
Real Production Insight
A hydraulic manifold block can “look perfect” but fail in service if O-ring grooves have slight corner radius variations or seal faces picked up microscopic scratches during handling. High pressure amplifies what compressed air would tolerate.
✅ Success metric: Every sealing interface withstands rated pressure through thousands of cycles without weeping.
2. Pneumatic Manifold Block: Micro-Leak Prevention
Pneumatic manifold block example: consistent port chamfers and clean thread entries help reduce micro-leaks and improve assembly repeatability.
A pneumatic manifold block tolerates dimensional variations that would fail a hydraulic system, but cannot tolerate inconsistent edge conditions. These blocks “fail quietly” through slow pressure decay that’s hard to diagnose.
Common Field Issues
- Pressure holds during testing, then decays over hours
- Some ports feel “different” during installation despite matching specs
- Moisture causes corrosion marks around ports over time
Critical CNC Machining Controls
Standardized port chamfers – consistent chamfers ensure compression fittings seat repeatably (more critical than in hydraulic applications)
Controlled thread entry edges – eliminate sharp lips; pneumatic systems see more connect/disconnect cycles than hydraulic systems
Internal debris minimization – chips that settle in hydraulic blocks migrate easily in pneumatic systems and contaminate downstream valves
Real Production Insight
Pneumatic troubleshooting is time-consuming because failures aren’t dramatic like hydraulic leaks. One or two ports with slightly different edge conditions create micro-leaks appearing only after repeated cycling.
✅ Success metric: Assembly feels repeatable across every port; sealing doesn’t depend on technician technique.
3. Air Manifold Block: Distribution Consistency
An air manifold block prioritizes consistent behavior across every outlet over perfection on individual ports—different from both hydraulic blocks (where pressure integrity is critical) and pneumatic blocks (where individual port sealing matters most).
Common Field Issues
- One tool station consistently underperforms
- Downstream pressure varies by branch with identical fittings
- Flow restrictions appear after installation
Critical CNC Machining Controls
Port-to-port consistency – uniform geometry across all outlets matters more than absolute precision on any single port
Intersection quality – avoid unpredictable restrictions from burr fragments; more critical than pneumatic blocks because flow balance is essential
Repeatable passage quality – stable drilling and cleaning so internal pathways don’t vary batch to batch
Real Production Insight
When air distribution feels unbalanced, teams often replace downstream components first. Later, the manifold is found to be the cause: two outlets are slightly more restrictive due to intersection debris or inconsistent passages.
✅ Success metric: Flow distribution is consistent—not when a single sample measures beautifully.
4. Air Compressor Manifold Block: Thermal Cycling Reliability

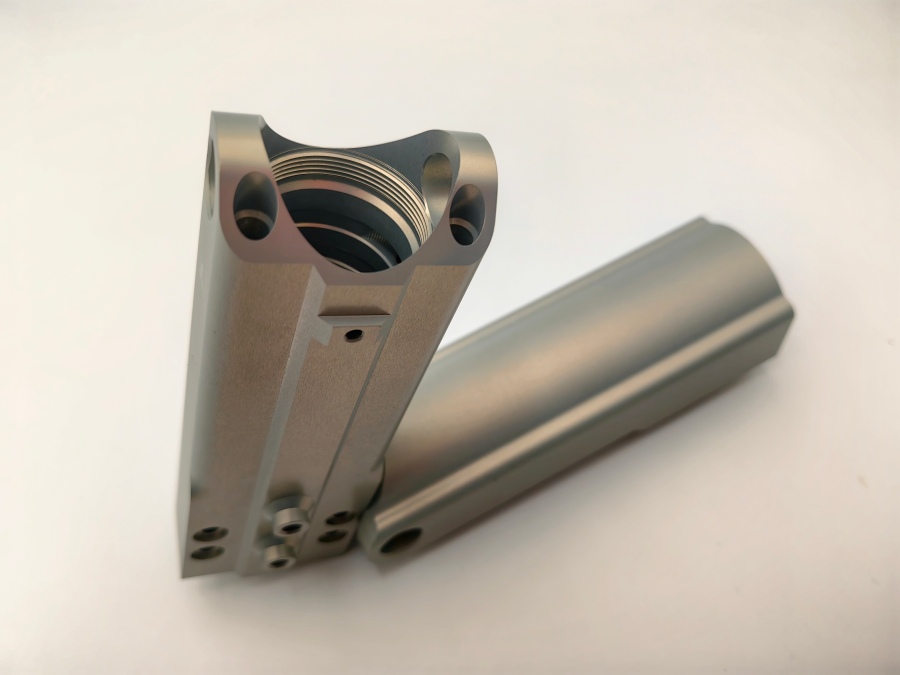
Air compressor manifold block example: consistent sealing faces and port threads help maintain reliability under thermal cycling.
An air compressor manifold block operates in harsher environments than general air distribution. Heat and pressure cycling amplify surface damage and thread variability that wouldn’t affect standard air manifold blocks.
Common Field Issues
- Initial sealing is stable, then leakage appears after repeated cycles
- After warm-up, interfaces become more sensitive
- Maintenance reveals wear marks near seal faces
Critical CNC Machining Controls
Seal face protection – strict handling discipline; thermal cycling exposes damage that wouldn’t matter in simple air manifold blocks
Thread stability – consistent entry chamfers reduce assembly variation and service issues
Process consistency – stable machining routes lower rework and avoid cycle-to-cycle drift
Real Production Insight
“Works at first” isn’t success. Cycling reveals marginal interfaces. Minor face damage or edge variation only becomes a leak path after 100+ thermal cycles.
✅ Success metric: Treat as a reliability component, not a generic block.
5. Vacuum Manifold Block: Zero-Contamination Manufacturing
A vacuum manifold block is unforgiving. Tiny leak paths and microscopic debris that pneumatic blocks tolerate become system-level failures. Surface damage that hydraulic blocks seal with O-rings becomes a vacuum leak source.
Common Field Issues
- Vacuum performance is unstable or cannot reach target levels
- Leak detection points to interfaces that appear clean
- Performance changes after handling or reassembly
Critical CNC Machining Controls
Seal interfaces as precision surfaces – finish and protect as if machining gauge blocks; far higher standards than pneumatic or air blocks
Intersection discipline – prevent and remove all burr fragments; vacuum exposes debris that compressed air pushes through
Post-clean protection – cleaning is wasted if parts are re-contaminated; more critical than hydraulic blocks where O-rings provide contamination tolerance
Real Production Insight
Vacuum failures trace to combinations: slight scratches at sealing interfaces, tiny debris at intersections, or contamination after cleaning. Problems that wouldn’t prevent pneumatic or air blocks from working cause vacuum system failure.
✅ Success metric: Leak-tight thinking throughout manufacturing—not only at final inspection.
6. Grease Manifold Block: Permanent Debris Management
A grease manifold block is clog-sensitive. Unlike hydraulic blocks where debris settles or pneumatic blocks where debris migrates out, grease systems trap chips permanently in narrow passages.
Common Field Issues
- Inconsistent grease distribution to lubrication points
- Clogged passages without obvious external damage
- Uneven flow during early service periods
Critical CNC Machining Controls
Chip trapping prevention – plan cross drilling so chips don’t remain trapped; more critical than air blocks where chips blow out
Internal deburring access – internal intersections must be accessible and verified, not just cosmetic edges
Rigorous cleaning – post-clean contamination becomes permanent clogs; even more critical than vacuum blocks because grease doesn’t flush debris
Real Production Insight
Grease systems expose trapped chip consequences. Small fragments lodge in narrow passages. Most clogging isn’t from pressure limits—it’s from debris never fully removed or introduced after cleaning.
✅ Success metric: Internal debris risk treated as a production gate, not an afterthought.
Quick Reference: CNC Machining Priorities by Type
| Manifold Block Type | Typical Failure | Top Priorities | Key Difference |
|---|---|---|---|
| Hydraulic | Pressure leaks | O-ring groove precision, sealing surface finish | Highest precision on sealing surfaces; pressure exposes all defects |
| Pneumatic | Micro-leaks | Port chamfer consistency, thread entry edges | Consistency matters more than absolute precision; failures are gradual |
| Air | Flow imbalance | Port-to-port uniformity, intersection quality | Distribution consistency more critical than individual port perfection |
| Air Compressor | Thermal cycling | Seal face protection, process stability | Must survive repeated thermal cycles; initial quality isn’t enough |
| Vacuum | Contamination | Seal surface precision, complete debris removal | Zero contamination tolerance; invisible defects become vacuum leaks |
| Grease | Passage clogging | Chip trapping prevention, internal deburring | Debris becomes permanent; no self-cleaning like hydraulic or air |
Critical Questions for Your CNC Machining Supplier
Before ordering any manifold block—hydraulic, pneumatic, air, vacuum, or grease—ask these questions:
1. Media Type Understanding
“How does your process differ for hydraulic manifold blocks versus vacuum manifold blocks?”
If the answer is “they’re all the same,” find a different supplier.
2. Cross-Drilling Strategy
“What’s your plan for cross-drilled intersections in this specific type?”
Grease manifold blocks (where chips trap permanently) need different approaches than hydraulic blocks (where debris settles) or pneumatic blocks (where debris migrates).
3. Batch Consistency
“How do you maintain consistency across batches?”
Critical for pneumatic and air manifold blocks where distribution consistency matters.
4. Cleaning Process
“What cleaning process do you use, and how is it verified?”
A process adequate for hydraulic manifold blocks may be insufficient for vacuum or grease manifold blocks where contamination tolerance is near zero.
5. Protection Protocol
“How are seal-critical surfaces protected for this media type?”
Handling protocols for hydraulic manifold blocks differ from vacuum manifold blocks or air compressor manifold blocks.
Frequently Asked Questions

Can one CNC approach work for every manifold block type?
Not reliably. A hydraulic manifold block demands precision O-ring grooves and sealing surfaces that would be over-specification for pneumatic manifold blocks. A vacuum manifold block needs contamination control far exceeding air manifold block requirements. A grease manifold block needs debris management that air compressor manifold blocks don’t require.
Which type has the strictest requirements?
Vacuum manifold blocks typically have the strictest contamination and surface finish requirements, followed by hydraulic manifold blocks for sealing precision. However, “strictest” means different priorities—a grease manifold block might have looser surface finish requirements than a hydraulic block but demands more rigorous internal cleaning.
Do I need ultra-tight tolerances everywhere?
Not necessarily. For a pneumatic manifold block or air manifold block, consistency matters more than absolute precision. However, a hydraulic manifold block needs tight tolerances on O-ring grooves where pressure acts. Focus precision where it impacts performance for your specific type.
How do I know if my supplier understands media-specific machining?
Ask them to explain the difference in their process for a hydraulic manifold block versus a vacuum manifold block versus a grease manifold block. If their answer is “we machine them all the same way,” you’re at risk for field failures.
Why Choose Dongguan Huade Precision Manufacturing?
Dongguan Huade Precision Manufacturing Co., Ltd specializes in media-specific CNC machining. We don’t treat every manifold block the same—we adapt our process based on what flows through your part. Need a quote? Contact us and tell us your media type, material, and port/thread requirements.
Our Media-Specific Expertise
Hydraulic Manifold Blocks – Precision O-ring grooves, sealing surface finishing, complete intersection deburring, protection protocols
Pneumatic Manifold Blocks – Consistent port chamfering, controlled thread entry, debris minimization, assembly verification
Air Manifold Blocks – Port-to-port consistency, intersection quality control, stable passage machining, flow path optimization
Air Compressor Manifold Blocks – Seal face protection, thread stability, process consistency monitoring, stress management
Vacuum Manifold Blocks – Precision gauge block standards, zero-contamination protocols, immediate post-clean protection, outgassing-safe fluids
Grease Manifold Blocks – Chip trapping prevention, internal deburring access, multi-stage cleaning, small passage verification
Why Customers Choose Us
✓ Media-specific process control for each type
✓ Proven batch consistency across thousands of parts
✓ Documented quality protocols adapted to your application
✓ Real-world failure prevention based on field experience
✓ DFM feedback to optimize designs before production
Request a Quote for Your Manifold Block Project
When requesting a quote from Dongguan Huade Precision Manufacturing Co., Ltd, provide:
1. Manifold Type – Hydraulic, pneumatic, air, air compressor, vacuum, or grease manifold block
2. Operating Conditions – Working pressure, temperature range, vacuum level, media viscosity, cycling frequency
3. Material & Quantity – Material specification and production volume
4. Standards – Port/thread standards (NPT, BSPT, SAE, metric)
5. Sealing Method – O-ring, compression fitting, gasket, tapered thread
6. Main Risk – Leak prevention, flow balance, heat cycling, or clogging prevention
7. Previous Issues – Any field failures with existing manifold blocks (helps us prevent recurrence)
Contact Dongguan Huade Precision Manufacturing Co., Ltd
Get manifold blocks engineered for your specific media—not just machined to print.
Whether you need prototype hydraulic manifold blocks or volume production of pneumatic, air, vacuum, or grease manifold blocks, our media-specific expertise ensures reliable real-world performance. Fill out the form below and send your RFQ—our engineering team typically replies within 24 hours on business days.