Em usinagem CNC de precisão, usinagem de acetal destaca-se como um dos plásticos de engenharia mais confiáveis e dimensionalmente estáveis, mas requer estratégias especializadas para controle de cavacos, gerenciamento de calor e revestimentos de ferramentas para evitar derretimento ou cavacos fibrosos. Desafios semelhantes surgem em usinagem de ABS (gomoso e sensível ao calor) e usinagem de aço para ferramentas (alto calor e abrasivo), enquanto o HDPE acrescenta problemas extremos de acondicionamento de cavacos.
No Dongguan Huade Precision Manufacturing Co., Ltd.Com o tempo, aprimoramos essas técnicas em milhares de peças - de componentes médicos de acetal a moldes de aço para ferramentas -, garantindo acabamentos superiores, tolerâncias estreitas e vida útil prolongada da ferramenta.
Este artigo compara a usinabilidade em acetal, ABS, HDPE e aço para ferramentas, concentrando-se nos três fatores críticos: controle de cavacos, gerenciamento de calor e revestimentos de ferramentas, com estudos de caso reais de nossa oficina.
Tabela de comparação de usinabilidade rápida
| Material | Dureza | Condutividade térmica (W/m-K) | Tipo de chip típico | Sensibilidade ao calor | Problemas comuns de usinagem |
|---|---|---|---|---|---|
| Acetal (POM) | M85-M94 | ~0.3 | Longo, fibroso, contínuo | Alto | Derretimento, deformação, lascas fibrosas |
| ABS | R105-R115 | ~0.2 | Gomoso, fibroso | Moderado-Alto | Derretimento, rebarbas, acúmulo de calor |
| PEAD | Costa D60-70 | ~0.4 | Muito longo, fibroso e pegajoso | Baixo | Envolvimento de cavacos, entupimento de ferramentas |
| Aço ferramenta | 20-65 HRC (varia) | ~25-40 | Curto, quebradiço, duro | Muito alto | Calor excessivo, borda acumulada (BUE) |
Os plásticos produzem cavacos contínuos que correm o risco de embrulhar ou derreter, enquanto o aço para ferramentas gera cavacos quentes e abrasivos que exigem forte rejeição de calor.
Usinagem de acetal: Dominando os cavacos fibrosos e o acúmulo de calor
Usinagem de acetal (polioximetileno/POM/Delrin) é valorizado por seu baixo atrito, resistência e estabilidade em engrenagens, rolamentos e acessórios. No entanto, sua baixa condutividade térmica provoca um rápido aquecimento localizado, com risco de derretimento, deformação ou acabamentos ruins.
Estratégias de controle de chip O acetal gera cavacos longos e contínuos que envolvem as ferramentas ou arranham as superfícies. Utilize ferramentas de metal duro afiadas e de alto raio (canal em O ou canal único) com quebradores de cavacos. Altas velocidades de fuso (300-500 m/min ou 10.000-18.000 RPM) e avanços moderados produzem cavacos mais grossos e quebráveis. Jatos de ar comprimido ou evacuação a vácuo evitam o recorte.
Gerenciamento de calor Priorize o resfriamento por ar ou névoa (evite inundações para impedir a absorção). Faça a pré-secagem do estoque em ambientes úmidos para minimizar o desvio induzido pela umidade.
Revestimentos recomendados para ferramentas O diamante policristalino (PCD) oferece atrito e resistência ao calor ultrabaixos. O carbeto afiado sem revestimento funciona bem; os revestimentos DLC reduzem a aderência para execuções de alto volume.
Estudo de caso do mundo real: Engrenagens de precisão em acetal para equipamentos médicos No verão passado, a MediTech GmbH, uma fabricante alemã de dispositivos médicos, entrou em contato conosco por meio do engenheiro de projetos Hans Müller para solicitar 10.000 engrenagens de precisão de acetal usadas em acionamentos de ventiladores. Seu fornecedor anterior enfrentava longos cavacos que envolviam as ferramentas, causando arranhões e desvios de 0,05 mm com uma taxa de refugo de 18%.

Aplicamos fresas de topo de canal único revestidas com PCD a 15.000 RPM, avanço de 0,08 mm/dente, além de ar de alta pressão e extração a vácuo. A sucata caiu para menos de 2%, o Ra atingiu 0,4 μm, as tolerâncias foram mantidas em ±0,01 mm e a entrega foi reduzida em 25%. O Sr. Müller agora confia em nós para pedidos repetidos.
Usinagem de ABS: equilibrando a sensibilidade ao calor e a qualidade da superfície
Usinagem de ABS (acrilonitrila butadieno estireno) é adequado para gabinetes econômicos e resistentes a impactos, protótipos e bens de consumo. Ele pode ser usinado de forma limpa, mas é sensível ao calor, o que pode causar gomas ou rebarbas.
Estratégias de controle de chip O ABS forma lascas pegajosas e adesivas. As fresas de topo de carboneto de hélice simples ou dupla ajudam na evacuação. Altos avanços (0,05-0,15 mm/dente) a 6.000-18.000 RPM eliminam os cavacos rapidamente e minimizam a fricção.
Gerenciamento de calor Use jatos de ar ou névoa de líquido de arrefecimento; os avanços altos transferem calor para os cavacos. Passagens rasas (0,5-2 mm) evitam a permanência e a fusão.
Revestimentos recomendados para ferramentas O metal duro sem revestimento ou o TiAlN/DLC reduzem o atrito. O TiAlN gerencia o calor em corridas mais rápidas.
Estudo de caso do mundo real: Gabinetes de ABS para protótipos automotivos A AutoForge Inc., um fornecedor automotivo dos EUA, precisava de 2.000 protótipos de gabinetes de ABS da gerente de compras, Emily Chen. O calor causava derretimento e rebarbas nas paredes finas, atrasando os testes. Ferramentas revestidas com TiAlN a 12.000 RPM com avanço de 0,10 mm/dente e resfriamento por névoa eliminaram as rebarbas, proporcionando acabamentos brilhantes de Ra 0,8 μm. As peças foram aprovadas na primeira execução da montagem, acelerando a validação em duas semanas.
Usinagem de HDPE: enfrentando o extremo acúmulo de cavacos
O HDPE é excelente em tanques, guias e peças de desgaste resistentes a produtos químicos. Sua maciez cria cavacos longos e pegajosos que se enrolam agressivamente.
Estratégias de controle de chip A evacuação é fundamental - use ferramentas ultra-afiadas e de alto raio de corte de flauta simples ou flauta. Maximize as RPM com cargas leves de cavacos, jatos de ar agressivos ou vácuo. Os quebradores de cavacos fragmentam os fios.
Gerenciamento de calor Calor mínimo devido ao baixo atrito, mas os cavacos presos derretem localmente. O forte resfriamento a ar funciona; evite o excesso de líquido de arrefecimento.
Revestimentos recomendados para ferramentas Carboneto afiado com DLC ou sem revestimento para menor atrito.
Estudo de caso do mundo real: Trilhos-guia de PEAD para equipamentos de processamento de alimentos A engenheira da Pacific FoodTech LLC, Sarah Lee, relatou que cavacos “parecidos com macarrão” envolviam as ferramentas a cada poucos minutos em trilhos de PEAD, aumentando os tempos de ciclo para 8 minutos/peça. As ferramentas ultra-afiadas de flauta em O revestidas com DLC em RPM máximo, baixa carga de cavacos e jatos de ar em vários ângulos reduziram os ciclos para 3,5 minutos, sem nenhum enrolamento em 5.000 peças - sem reclamações, o que levou a um contrato de acompanhamento.

Usinagem de aço ferramenta: manuseio de cavacos duros e de alto calor
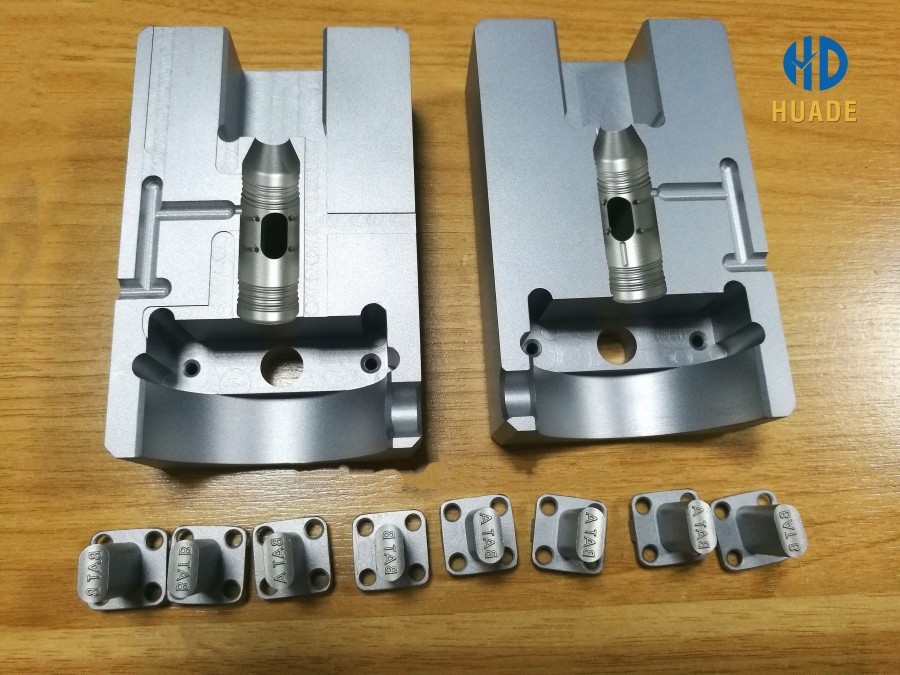
Usinagem de aço para ferramentas (por exemplo, D2, A2, O1) é essencial para moldes, punções e matrizes. A alta dureza gera calor intenso e cavacos curtos e abrasivos.
Estratégias de controle de chip Cavacos frágeis e quentes exigem fresas de topo de carboneto de 4 a 6 canais com divisores. Velocidades/alavancas moderadas evitam BUE; o líquido de arrefecimento de alta pressão ou através da ferramenta remove os detritos.
Gerenciamento de calor O líquido de arrefecimento de alta pressão ou de inundação é obrigatório - procure que os chips transportem ~75% de calor (chips azul-violeta indicam a velocidade ideal).
Revestimentos recomendados para ferramentas TiAlN ou AlTiN formam barreiras resistentes ao calor. O AlCrN é adequado para extremos.
Estudo de caso do mundo real: Punções de precisão em aço-ferramenta D2 para moldes de injeção O gerente da Dongguan Hongda Mold Co., Ltd., Sr. Zhang, precisou de 500 punções D2 a 58 HRC. O calor reduziu a vida útil da ferramenta para 50 peças/ferramenta com lascamento da borda. O metal duro revestido com AlTiN, o líquido de arrefecimento de alta pressão através da ferramenta e os parâmetros para evitar BUE triplicaram a vida útil para mais de 150 peças/ferramenta. As tolerâncias permaneceram em ±0,005 mm, passando nos testes de vida útil do molde e no tempo de inatividade/custos de corte.
Principais comparações e práticas recomendadas universais
- Controle de Chip: Os plásticos exigem afiação, alto raio + ar/vácuo; o aço para ferramentas precisa de multi-flauta + líquido de arrefecimento.
- Gerenciamento de calor: Os plásticos usam velocidade/alimentação + ar; os metais exigem rejeição de refrigerante.
- Revestimentos de ferramentas: PCD/DLC para plásticos (baixo atrito); TiAlN/AlTiN para aço para ferramentas (alto calor).
Dicas: Use ferramentas afiadas, otimize a carga de cavacos, monitore visualmente os cavacos e repita os parâmetros.
Conclusão
Dominando usinagem de acetal, O controle de cavacos, o gerenciamento de calor e os revestimentos são necessários para a obtenção de resultados confiáveis e de alta precisão. Esses estudos de caso mostram como a abordagem correta proporciona resultados confiáveis e de alta precisão.
No Dongguan Huade Precision Manufacturing Co., Ltd., Nossa equipe é excelente em peças usinadas por CNC nesses materiais, desde protótipos até a produção. Está enfrentando problemas com cavacos de acetal, rebarbas de ABS, enrolamento de HDPE ou desafios de aquecimento de aço para ferramentas? Entre em contato conosco para obter orientação especializada, orçamentos e soluções otimizadas. Vamos elevar seu próximo projeto!