Match grade to environment
The drawing should name a specific grade and, where relevant, a material condition. Corrosion exposure and weld or heat exposure can change the right choice.

Corrosion-resistant precision components
HDProto machines stainless steel parts for assemblies exposed to moisture, chemicals, wear and repeated cleaning. This page focuses on finished components and their functional requirements: housings, shafts, fittings, brackets, manifolds and machined interfaces that must retain performance after machining and finishing.
Request a quoteUse this part-focused service when the component’s grade, corrosion environment, surface condition and dimensional interfaces all need to be evaluated together.
Manufacturing route
The drawing should name a specific grade and, where relevant, a material condition. Corrosion exposure and weld or heat exposure can change the right choice.
Stainless machining needs a stable setup and suitable tool path to protect edge quality, feature location and surface condition.
Bores, sealing faces, threaded ports and mating surfaces are sequenced to maintain the relationships that determine assembly fit.
Passivation or polishing requirements are coordinated with dimensional checks so the final part—not only the pre-finish part—meets the drawing intent.
304 and 316 are not interchangeable in every environment. Chemical exposure, chloride exposure and cleaning practices should inform the grade decision.
Surface finish can affect cleanability, sealing and corrosion behavior. State whether a roughness target applies and which surfaces are functional or cosmetic.
If passivation is required, include the applicable standard or acceptance requirement. It is a post-machining treatment decision, not a substitute for choosing the correct alloy.
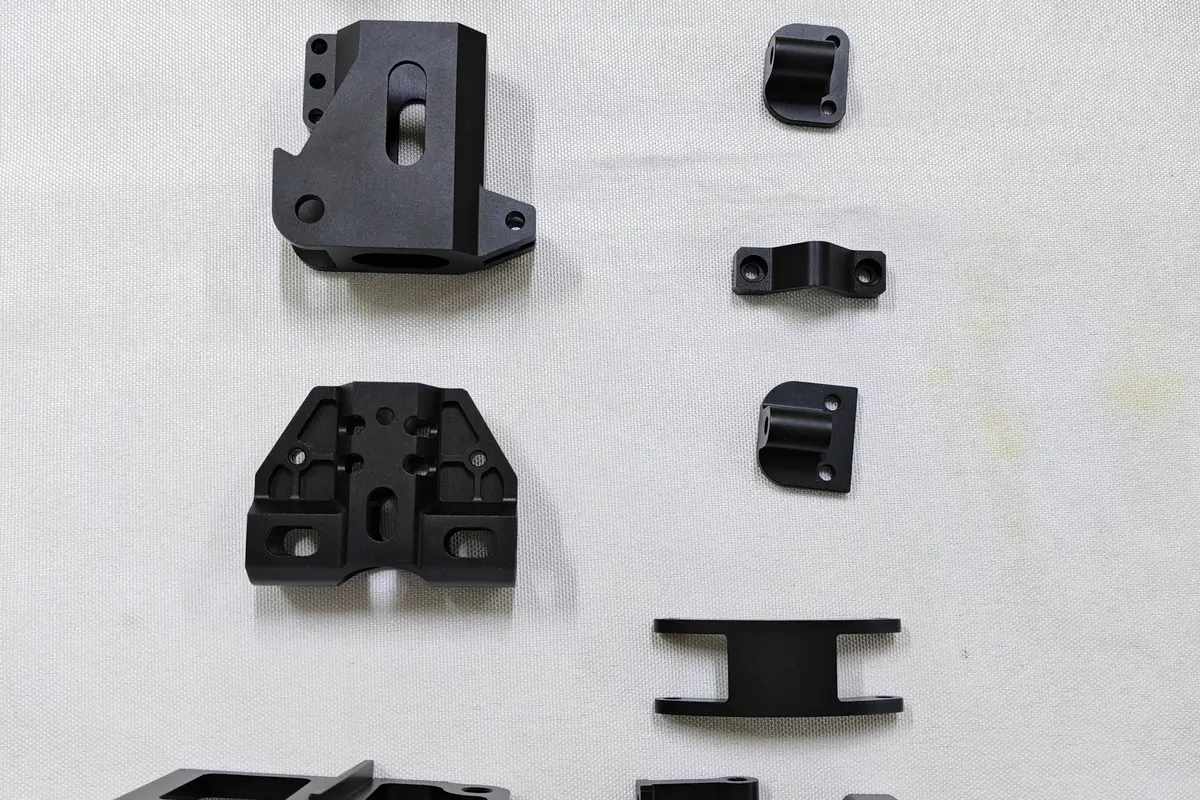
Representative CNC-machined component photograph. It illustrates manufacturing detail only; it does not identify a customer program.
Application decisions
A stainless bracket or housing may need corrosion resistance, controlled fastener interfaces and a finish appropriate for outdoor exposure. Confirm the actual environment instead of assuming any stainless grade provides the same margin.
For parts that see cleaning cycles or process fluids, define the medium, temperature, crevice risks and finish-sensitive surfaces. These inputs guide grade, machining sequence and post-machining treatment.
Threads, bores, seal lands and precision faces should be evaluated after the required finish. Treat passivation or polishing as part of the completed-part acceptance plan.
Engineering decision matrix
These are the inputs that change process routing, inspection effort and the usefulness of the completed part. They are not universal specifications; the drawing and service environment remain the source of acceptance requirements.
| Decision | What to review | Risk if omitted | Useful RFQ input |
|---|---|---|---|
| Service environment | Consider moisture, chlorides, process fluids, cleaning chemicals and operating temperature together. | Choosing a grade from a generic corrosion label can overlook crevice or chemical exposure. | Describe the medium, temperature range, cleaning cycle and any corrosion concern. |
| Grade and material condition | Select a specific stainless grade and state traceability needs where applicable. | “Stainless steel” is not enough to establish corrosion performance, machinability or material documentation. | Name grade, condition, approved alternate and certificate requirement. |
| Functional surface route | Sequence bores, seal faces, threads and mating faces around machining and finishing. | A finish that improves cleanability may affect a close fit if it is not in the acceptance plan. | Identify surface finish, passivation or polish requirements and the dimensions checked after finishing. |
| Inspection method | Match the gauge or measurement method to the real interface. | Visual finish checks do not verify a sealing face, bore relationship or thread fit. | Call out critical datums, bore/thread gauges and required inspection records. |
Yes. Milling, turning, drilling and threading can be planned with passivation, polishing or other specified finishing steps for the completed component.
At minimum, name the grade, drawing revision, critical dimensions, thread or bore requirements, surface finish, quantity and any material or inspection documentation.
Yes, provided the fit, datum scheme and inspection method are clearly defined. Thermal behavior, finish and mating material should be considered for functional assemblies.