3+2 axis machining
The machine positions the part at an angle, locks the rotary axes, then cuts with 3-axis motion. It is efficient for angled faces and multiple indexed sides.

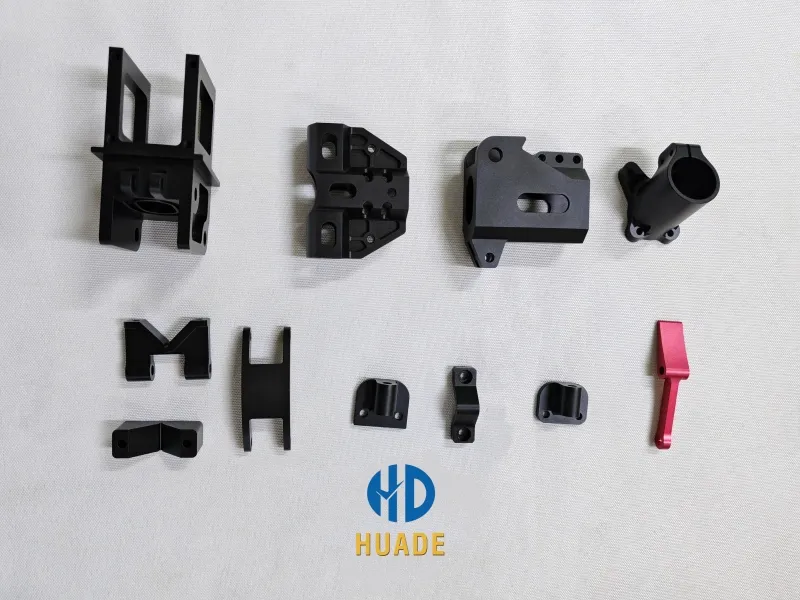
Precision 5 axis CNC machining for complex aluminum, stainless steel, titanium, brass, and engineering plastic parts that need angled features, fewer setups, and controlled datum relationships.
Process Overview
5 axis CNC machining is a milling process where the cutting tool can approach the workpiece from five controlled directions. The result is better access to angled features, fewer machine setups, shorter tools, and tighter relationships between functional surfaces.
For buyers, the value is not only more complex geometry. It is lower risk when a part has several critical datums, visible surfaces, or features that must stay aligned after finishing and inspection.
Compound angles, deep access, sculpted surfaces, multi-face datum control, and parts that lose accuracy after repeated re-clamping.
The tool moves on X, Y, and Z while the table or head rotates on two additional axes, commonly A/B or B/C depending on machine design.
Aerospace brackets, robotics joints, impellers, manifolds, medical fixtures, drone frames, mold components, and compact housings.
The machine positions the part at an angle, locks the rotary axes, then cuts with 3-axis motion. It is efficient for angled faces and multiple indexed sides.
One rotary axis moves continuously while another axis indexes. It is useful when part geometry needs rotary access but not full continuous 5-axis motion.
All five axes move together so the tool can maintain angle, reach difficult surfaces, and reduce tool overhang on complex contours.
Machining Data
These guidelines help engineers decide whether 5-axis milling is appropriate before sending CAD files for a detailed manufacturing review.
| Capability | Value | Engineering Note |
|---|---|---|
| Axis motion | X, Y, Z plus two rotary axes | 3+2 indexed, 4+1, or simultaneous machining strategy |
| Typical precision | +/- 0.05 mm standard; +/- 0.01 mm for critical features | Final tolerance depends on material, geometry, datum plan, and inspection method |
| Maximum 5-axis size | 600 x 800 x 100 mm | For aluminum, plastics, steels, titanium, copper alloys, and other supported materials |
| Minimum feature size | Recommended dia. 2.5 mm; feasible dia. 0.50 mm | Use larger features where possible for tool rigidity and lower cost |
| Wall thickness | 0.8 mm metals recommended; 1.5 mm plastics recommended | Thin walls may need support ribs, staged roughing, or stress relief |
| Hole depth | 4 x diameter recommended; 10 x diameter feasible | Deep angled holes should be reviewed during DFM |
Process Selection
5-axis is not automatically the best route for every drawing. Huade selects the machining plan by geometry, tolerance stack-up, surface access, fixture risk, and total cost.
| Setup | Best Use | Cost / Risk Impact |
|---|---|---|
| 3-axis CNC milling | Flat faces, simple pockets, slots, holes, and prismatic parts | Lowest setup and programming cost, but more re-clamping for angled sides |
| 4-axis CNC machining | Rotary features, radial holes, wrapped slots, and parts with repeated side access | Good balance for multi-side features when one rotary axis is enough |
| 5-axis CNC machining | Compound angles, undercut access within tool limits, sculpted surfaces, and tight multi-face datums | Higher programming effort, but fewer fixtures and better feature alignment |
Application Fit
The best candidates have complex surfaces, multiple critical faces, or fixture access problems that make repeated 3-axis setups risky or slow.

Lightweight brackets, drone frames, ribs, and structural aluminum parts with angled pockets and tight datum relationships.
View industry
Compact housings, linkages, and automation parts where bearing bores, side holes, and curved faces must remain aligned.
View industry
Precision fixtures, instrument components, and ergonomic medical parts requiring smooth surfaces and repeatable inspection.
View industry
Manifold blocks, mold inserts, tooling nests, and complex production hardware with multi-angle access requirements.
View industry
Quality Route
5-axis machining only works when programming, fixturing, and inspection are planned together. Huade reviews every complex part before cutting so the machining route matches the real tolerance risk.
Projects where fixture strategy, multi-face geometry, aluminum surfaces, UAV components, robotic parts, or tight inspection requirements shaped the manufacturing route.
How Huade delivered 5 custom 7075 hollow drone fasteners in 7 days at +/-0.01 mm tolerance before a major drone exhibition.

Since 2018, Huade has supported PEEK grinder parts, brass and SS316 brewing parts, and aluminum sheet metal housings from prototype to repeat production.

A full visible 6061 aluminum component set combining CNC machining, black baking paint, Ferrari red automotive paint, mirror polishing, and chrome plating.
A 4+ year supply relationship built on cosmetic control for thin long curved speaker parts, bare 7075 and 5074 deliveries, and scratch-free visible surfaces.
Give buyers and engineers a faster way to shortlist materials, compare finish options, and confirm thread callouts before files go to quote.
Compare common CNC metals and plastics by strength, corrosion resistance, weight, finish compatibility, and budget.
Open ToolNarrow anodizing, passivation, polishing, powder coating, sandblasting, and other finish options for machined parts.
Open ToolCheck common metric, UNC, UNF, and NPT thread references before machining drawings or RFQ review.
Open ToolFAQ
Direct answers for engineers and sourcing teams comparing multi-axis machining options.
5 axis CNC machining is used for parts with angled features, curved surfaces, deep access areas, and tight relationships between multiple faces. Common examples include aerospace brackets, drone frames, impellers, robotics housings, medical fixtures, mold inserts, and complex manifolds.
It can be more accurate for complex multi-face parts because it reduces re-clamping and tolerance stack-up. For simple flat parts, 3-axis machining may achieve the same tolerance at lower cost. The best process depends on geometry, datum control, material, and inspection requirements.
In 3+2 machining, the rotary axes position the part and then stay locked while the machine cuts with 3-axis motion. In simultaneous 5-axis machining, all five axes move together, allowing the cutter to maintain approach angle on complex contours.
Send STEP, IGES, X_T, or SolidWorks files plus a 2D drawing when tolerances, threads, materials, finishes, or inspection points matter. Include quantity, target lead time, surface finish, and any critical dimensions so the quote reflects the real manufacturing route.
Send your CAD files and drawings. Our engineers will review geometry, datum strategy, material, finish, tolerance notes, and quantity before quoting the practical 5-axis machining route.