

Drone & UAV
Urgent 7075 Precision Fasteners for a Canadian Drone Startup
How Huade delivered 5 custom 7075 hollow drone fasteners in 7 days at +/-0.01 mm tolerance before a major drone exhibition.
7075 Aluminum+/-0.01 mm7-Day Delivery
Read Case
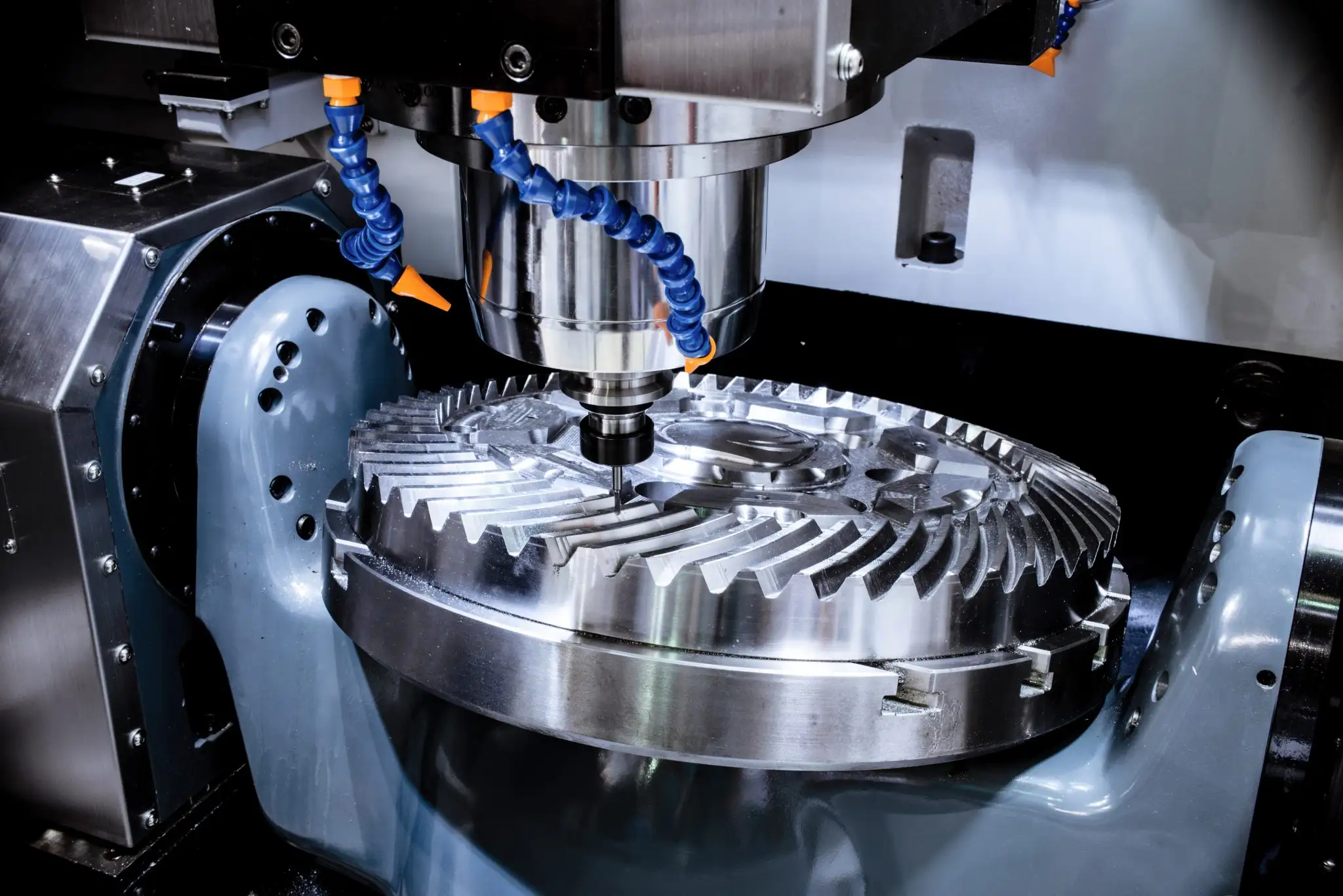
Huade uses 4-axis CNC machining to reduce setup time, hold tight datum relationships, and produce complex parts with clean surface finishes. It is ideal when a 3-axis machine needs too many re-clamps but full 5-axis motion is not required.
A 4 axis CNC machine is a milling center with three linear axes and one rotary axis. The extra rotation is often called the A axis. Instead of taking a part off the fixture, turning it by hand, and cutting again, the fourth axis rotates the workpiece under CNC control.
This makes 4-axis cnc machining a practical step between 3-axis milling and 5-axis machining. It is strong for parts with side holes, radial slots, wraparound contours, repeated faces, or features that must stay aligned around a centerline.
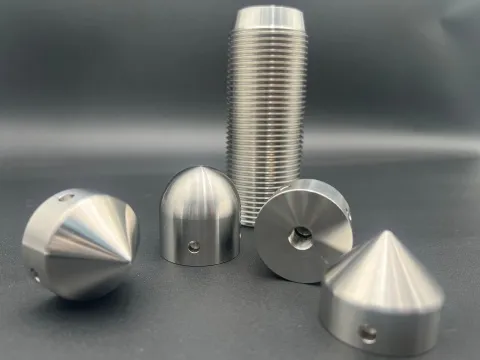
For a complexity part such as a compact bracket, manifold, connector housing, or turbine blade detail, fourth axis milling can cut several faces in one clamping. That means less manual handling, better repeatability, and shorter setup time.
| Axis motion | X, Y, Z + rotary A-axis |
| Typical tolerance | +/- 0.01 mm for high precision features |
| Best fit | Multi-side parts, radial holes, slots, turbine blades, rotary contours |
| Setup benefit | Fewer re-clamps than a 3-axis machine |
The first three axes are X, Y, and Z. They move the tool left-right, front-back, and up-down. The fourth axis rotates the part. On many milling centers this fourth axis is called the A axis because it rotates around the X axis.
A 3-axis machine can cut the top face and accessible side features after re-fixturing. A 4-axis setup indexes or rotates the part so the tool reaches more surfaces while the original datum stays controlled.
Linear travel across the part width.
Linear travel across the part depth.
Tool height and cutting depth control.
The fourth axis rotates the workpiece for indexed or continuous milling.
These values match Huade's CNC milling capability data and help engineers check whether a part is suitable for fourth axis milling before sending an RFQ.
| Feature | Recommended Size | Feasible Size |
|---|---|---|
| Min. feature size | Dia. 2.5 mm | Dia. 0.50 mm |
| Internal edges | R 8 mm | R 0.25 mm |
| Minimum wall thickness | 0.8 mm (Metals) 1.5 mm (Plastics) | 0.5 mm (Metals) 1.0 mm (Plastics) |
| Holes | Standard drill sizes Depth: 4 x dia. | Dia: 0.5 mm Depth: 10 x dia. |
| Threads | Size: >= M6 Length: 3 x dia. | Size: M2 |
| Milling Setup | Soft Metals & Plastics | Hard Metals (Steel, Ti) |
|---|---|---|
| 3-Axis Milling | 2000 x 1500 x 200 mm or 1500 x 800 x 500 mm | 1200 x 800 x 500 mm |
| 3+2 Axis Milling | 600 x 800 x 100 mm (For all materials) | |
| 4-Axis Milling | 600 x 800 x 100 mm (For all materials) | |
| 5-Axis Milling | 600 x 800 x 100 mm (For all materials) | |
* 3-axis and 3+2 axis machines have the lowest start-up costs for simple geometries. 4-axis milling is selected when rotary A-axis access can reduce setup time or improve alignment. 5-axis centers support more complex geometries requiring fewer machine setups.
The best CNC route depends on geometry, tolerance stack-up, surface access, and cost. Four axis milling often gives the best balance when the part has features around several sides but does not need full simultaneous 5-axis motion.
| Setup | Best Use | Cost / Time Impact | Typical Parts |
|---|---|---|---|
| 3-Axis Machine | Flat faces, pockets, holes, and simple prismatic parts. | Lowest programming cost, but more re-clamping for side features. | Plates, simple brackets, flat housings. |
| 4-Axis CNC Machining | Multi-side features, radial holes, wrapped contours, and A-axis indexing. | Reduces setup time and improves alignment without full 5-axis cost. | Turbine blades, manifolds, robotics joints, electronic enclosures. |
| 5-Axis CNC Machining | Deep undercuts, compound angles, sculpted surfaces, and continuous tool-axis control. | Highest flexibility, higher programming and machine time. | Impellers, medical implants, aerospace structures. |

The fourth axis keeps the part rotating while the cutter reaches wrapped surfaces, blade roots, and repeated radial features.
View Industry
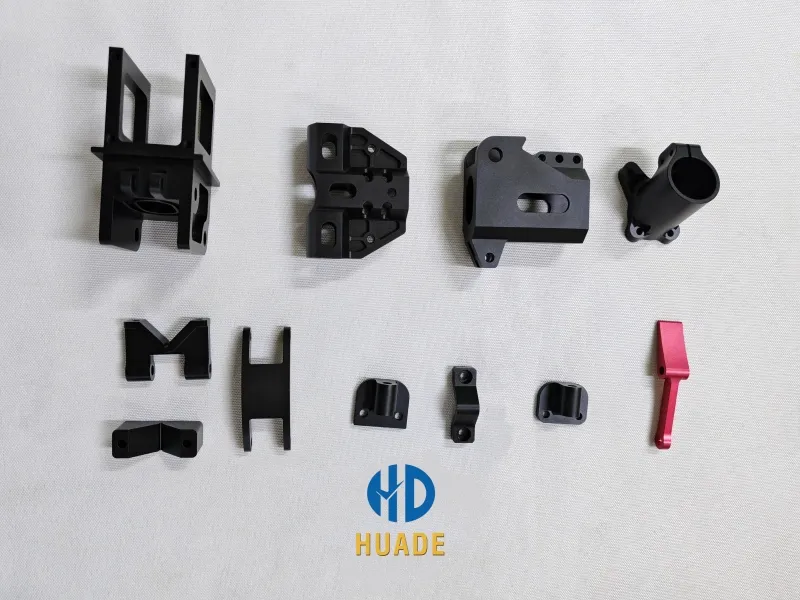
Four-side milling supports tight datum control for compact parts with ports, pockets, and cosmetic surface finishes.
View Industry
A-axis indexing reduces setup time for thin-wall aluminum housings with side holes, connector slots, and visible faces.
View Industry
Fourth axis milling is useful when side features must line up with top features. Huade engineers review the datum plan, clamping risk, cutter access, and finish requirements before we choose 3-axis, 4-axis, or 5-axis machining.
After machining, parts can move into in-house surface finishes such as anodizing, sandblasting, black oxide, polishing, and laser etching. This keeps cosmetic and dimensional control in one workflow.
Aluminum, stainless steel, titanium, brass, copper, and alloy steel for structural, cosmetic, thermal, and close-tolerance CNC parts.
Explore MetalsPEEK, POM, nylon, PTFE, ABS, polycarbonate, and other engineering plastics for lightweight precision components.
Explore PlasticsRelated projects where multi-side milling, aluminum surfaces, robotic features, UAV components, tooling, or fixture strategy shaped the manufacturing route.
How Huade delivered 5 custom 7075 hollow drone fasteners in 7 days at +/-0.01 mm tolerance before a major drone exhibition.

A photo-backed case showing appearance-critical 6061 aluminum machining for premium coffee equipment, with polished surfaces, chrome finishing, and functional internal geometry.

A full visible 6061 aluminum component set combining CNC machining, black baking paint, Ferrari red automotive paint, mirror polishing, and chrome plating.
A 4+ year supply relationship built on cosmetic control for thin long curved speaker parts, bare 7075 and 5074 deliveries, and scratch-free visible surfaces.
Give buyers and engineers a faster way to shortlist materials, compare finish options, and confirm thread callouts before files go to quote.
Compare common CNC metals and plastics by strength, corrosion resistance, weight, finish compatibility, and budget.
Open ToolNarrow anodizing, passivation, polishing, powder coating, sandblasting, and other finish options for machined parts.
Open ToolCheck common metric, UNC, UNF, and NPT thread references before machining drawings or RFQ review.
Open ToolClear answers for engineers comparing fourth axis milling with 3-axis and 5-axis machining.
A 4-axis CNC milling machine moves the cutting tool along X, Y, and Z while the workpiece rotates on a fourth axis. This rotary axis is usually called the A axis. It lets the machine mill several sides of a part in one setup, which can reduce setup time and improve feature alignment.
A 4-axis CNC machine adds one rotary axis to the normal 3-axis machine. A 5-axis CNC machine adds two rotary directions, so it can approach more complex angles and undercuts. For many prismatic parts, shafts with milled features, brackets, and housings, 4-axis cnc machining is more efficient and less costly than 5-axis machining.
The fourth axis is the rotary axis added to the X, Y, and Z linear axes. On many milling machines it is called the A axis because it rotates around the X axis. This controlled rotation helps machine radial holes, slots, pockets, wrapped surfaces, and repeated features around a part.
A 4 Axis CNC router is a router-style CNC machine with an added rotary axis. It is often used for wood, foam, plastic, or light aluminum shapes. Huade focuses on industrial 4-axis CNC milling for high precision metal and engineering plastic components rather than hobby router work.
Send your CAD files and drawings. Our engineers will check whether 4-axis cnc machining can reduce setup time, improve datum control, and lower cost for your part.