
Custom CNC Milled Parts Manufacturer | Precision 3/4/5-Axis Milling
From complex 5-axis aerospace housings to high-volume aluminum enclosures — leveraging the Pearl River Delta manufacturing ecosystem for 3-5 day prototypes, direct-factory pricing, and engineering-grade precision for procurement teams.
- +/-0.01mm
- General tolerance
- 3/4/5-axis
- Milling centers
- 3-5 days
- Prototype milling
- 24h
- Quote response
Commercial fit
- Prototype, bridge, and production CNC milled parts from 1 to 10,000+ units.
- Multi-axis complexity resolved during DFM — no blanket over-tolerancing.
- Material, finish, and inspection route confirmed before machining release.
Anti-fluff specification matrix
CNC milled parts specifications procurement can verify before RFQ
Use this matrix to check tolerance, material, finishing, and inspection fit before sending drawings. It separates 3-axis prismatic work from 5-axis simultaneous requirements early in the RFQ process.
Material pages linked for deeper DFM checks
Commercial component categories
CNC milled parts buyers quote by component family, not by generic process
Each category below maps a procurement intent to the tolerance, material, and inspection questions that matter before pricing.

Enclosures & Housings
Pocketing depth, wall thickness, corner radii, and flatness are controlled for sealed electronics and instrument enclosures.

Brackets & Mounting Plates
Hole position tolerance, perpendicularity, and load-path geometry are verified for structural mounting assemblies.
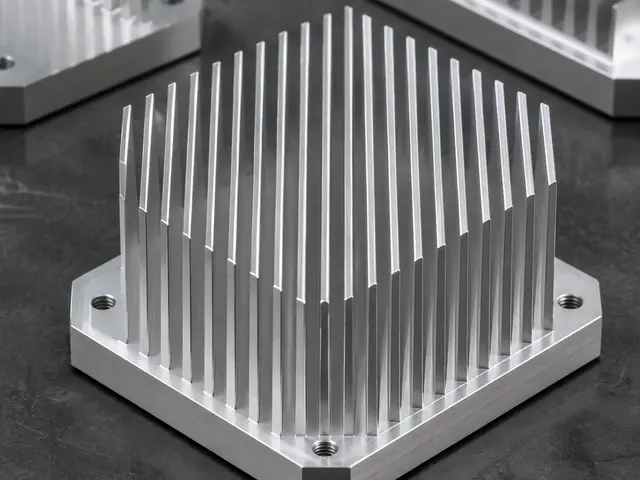
Heat Sinks
Fin height-to-gap ratio, base flatness, and surface area optimization are machined for thermal management components.

Valve & Manifold Bodies
Internal channel geometry, sealing face flatness, port thread accuracy, and pressure-path integrity are inspected.
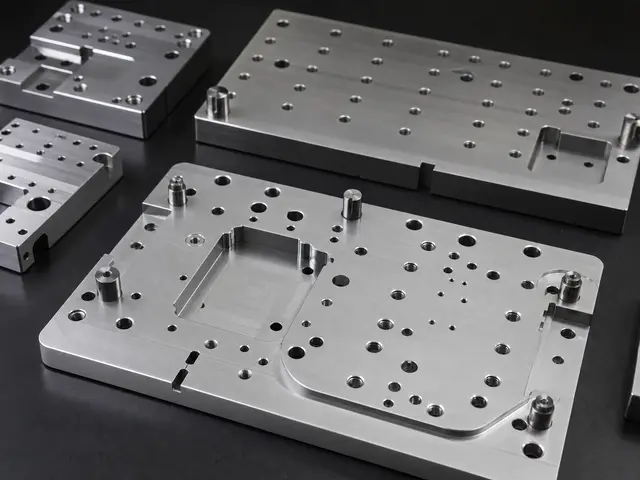
Precision Plates & Fixtures
Flatness, parallelism, hole patterns, and datum surface accuracy are controlled for tooling and fixturing plates.

RF & Electrical Connectors
Cavity geometry, contact pocket depth, and connector interface dimensions are machined to signal-integrity specs.
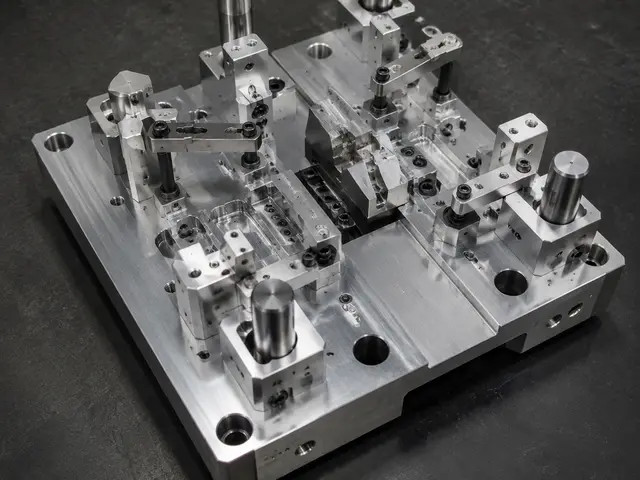
Jigs & Custom Tooling
Locating features, datum references, and wear surfaces are machined for production fixturing and inspection gauges.
Quality assurance
100% inspected CNC milled parts before shipment
Quality control is treated as a manufacturing constraint, not a certificate graphic. Critical CNC milled parts move through DFM, first-article approval, locked production cycles, and final dimensional inspection before shipment.
ISO 9001
Quality system
IATF 16949
Quality system
ISO 13485
Quality system
DFM gate
Drawing review isolates CTQ features, pocket depth, wall thickness, tool access, corner radii, and surface finish before quoting.
Incoming material control
Material grade, plate condition, heat treatment, and certificate requirements are checked before machining release.
In-process control
Milling programs are locked by toolpath, fixture setup, first-article approval, and in-process dimensional checks.
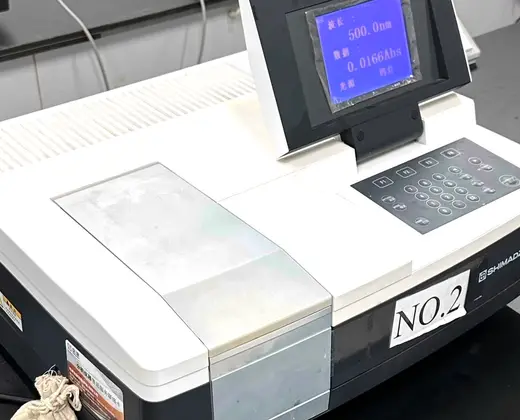
Final inspection
CMM, optical comparator, surface roughness testing, and manual gauges verify every shipment against the drawing.



Why Huade
Supply chain advantages for custom CNC milled parts
The operational advantage is not a slogan. It is a compressed manufacturing chain: material procurement, milling, finishing, inspection, and export coordination are handled close to the factory floor.
Pearl River Delta supply density
Dongguan gives access to material suppliers, finishing vendors, tooling resources, and logistics paths without adding distributor markup.
Fast prototyping in 3-5 days
Qualified CNC milled parts can move through DFM, programming, fixturing, milling, deburring, inspection, and packing on an accelerated track.
Multi-axis complexity in single setup
5-axis simultaneous milling eliminates multiple fixtures, reduces cumulative positioning error, and shortens lead time for complex geometry.
Engineer-to-engineer RFQ handling
Drawings are reviewed for pocket depth, wall stiffness, tool reach, corner radii, finish sequence, and fixture strategy before pricing.
For design decisions that influence cycle time, tool access, and fixture strategy, read our CNC milling and turning process guide .
100%
Final inspection before shipment
24h
RFQ response for complete drawings and material notes
3-5 days
Prototype milling lead time for qualified projects
Internal engineering pathways
Continue your CNC milled parts evaluation by process, material, industry, and finish
After checking the milling specification matrix, use these related pages to confirm material behavior, application requirements, surface finish options, and inspection standards before submitting an RFQ.
Milling process cluster
Material decision pages
Industry applications
Technical engineering FAQ + RFQ
Submit CNC milled parts drawings with the inspection risk already defined
We will respond with a detailed quote within 24 hours when material, quantity, drawing, tolerance, and finish requirements are clear. Your CAD and STEP files are handled under NDA.
What is the difference between 3-axis, 4-axis, and 5-axis CNC milling for complex part geometry?
3-axis milling handles prismatic parts with features on one face per setup. 4-axis adds a rotary indexer for machining multiple faces without re-fixturing. 5-axis simultaneous milling allows the cutter to approach from any angle in a single setup — reducing cumulative positioning error, eliminating fixture changes, and enabling undercuts, compound surfaces, and deep-cavity access that would otherwise require EDM or multiple operations.
How do we select the correct material and surface finish for structural vs. cosmetic CNC milled parts?
Structural parts prioritize yield strength, fatigue life, and corrosion resistance — 7075-T6 aluminum for lightweight stiffness, 316 stainless for corrosion exposure, or titanium for strength-to-weight. Cosmetic parts add surface finish constraints: bead blasting for uniform matte, anodizing for color and wear resistance, or polishing for optical surfaces. DFM review should separate structural CTQ dimensions from cosmetic zones so tolerances and finishes are applied where they add value, not blanket-specified.
What tolerance and inspection data should procurement engineers specify on a CNC milled parts RFQ?
Specify general tolerance (typically +/-0.01mm), then call out critical features with tighter requirements (+/-0.005mm) using GD&T on the drawing. Include: material grade and temper, surface roughness (Ra value), finish type, quantity, and whether FAI (First Article Inspection) with CMM report is required. Providing a STEP model plus a 2D PDF with GD&T, thread callouts, and finish notes enables accurate quoting without back-and-forth.