Review the enclosure architecture
We review the body concept, extrusion or billet choice, wall thickness, split line, fastener pattern, gasket path and the interfaces that need machining.
Sealed housings and precision interfaces
Huade machines aluminum enclosures when the housing must do more than protect electronics. Sealing lands, gasket grooves, cable interfaces, mounting datums, appearance surfaces and inspection requirements are reviewed together before the RFQ is priced.
Upload CAD for Engineering ReviewMaterials in the reference case
6063-T5 / 6061-T6
Reference enclosure feature
Gasket groove + end plate
Quality evidence
CMM + roughness + material ID
The short answer
CNC aluminum enclosure machining is a fit when the enclosure needs accurately machined interfaces, controlled sealing surfaces, custom cutouts, threaded features or a production-representative finish. Extrusion can provide the body while CNC milling establishes the faces, holes, grooves and end-plate interfaces that determine assembly performance.
Manufacturing route
We review the body concept, extrusion or billet choice, wall thickness, split line, fastener pattern, gasket path and the interfaces that need machining.
CNC milling establishes sealing lands, gasket grooves, connector cutouts, mounting holes, end-plate faces and other features that are difficult to hold through extrusion alone.
Anodizing, blasting, polishing or marking is planned around masked surfaces, cosmetic zones, gasket contact and dimensional allowances.
Inspection can include CMM dimensional checks, surface roughness review, material identification and visual finish checks according to the RFQ requirements.
Machining a gasket groove does not by itself certify an IP rating. The seal, compression, fastener torque, cable glands and complete assembly validation all influence final performance. The drawing should identify the sealing path and the evidence required.
A cosmetic surface may need a finish and handling plan, while a mounting or sealing face needs dimensional control after finishing. Mark those surfaces separately so inspection and finishing decisions match their function.
The body, end plates, screw pattern, cable interfaces and gasket path should be reviewed together. A part can be dimensionally correct in isolation and still create an assembly problem if the interface datums are not shared.
Evidence from the shop floor
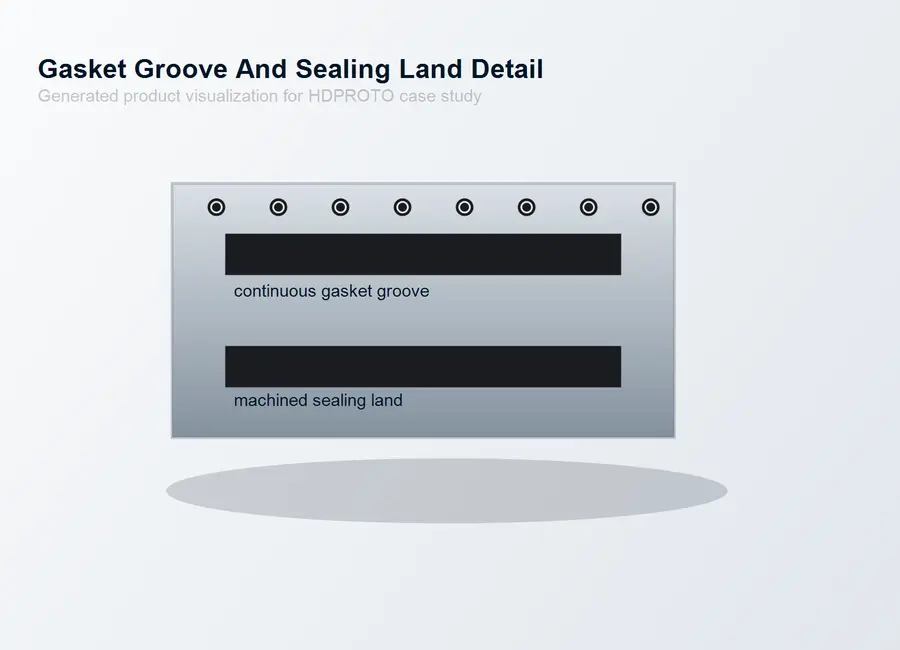
The groove, sealing land and surrounding surface are treated as a functional interface rather than a decorative feature.

Cable gland openings, fastener holes and the end-plate boundary must be coordinated with the enclosure body.
Dimensional and surface checks support the release decision before the enclosure moves to finishing or assembly.
The more clearly the drawing communicates function, the more useful the first engineering response will be.
CNC machining can produce the gasket grooves, sealing lands, end-plate interfaces and cable openings required by a waterproof enclosure design. The final rating depends on the complete assembly, including the gasket, fasteners, glands and validation test.
Extrusion is useful for long bodies with a repeatable cross-section, while billet machining may suit shorter or more complex housings. The choice depends on section geometry, quantity, sealing interfaces, material availability and finishing requirements.
Include the CAD model, drawing revision, alloy, gasket and sealing requirements, fastener pattern, cable interfaces, finish, masked areas, quantity and required inspection evidence. These details let engineering review assembly risk before pricing.
Upload the CAD files, drawing revision, material, quantity and critical requirements. Huade will review the manufacturing scope before returning the quotation.
Upload CAD Files